
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


ملخص
استفسار
المنتجات ذات الصلة
1. عملية التشغيل الأساسية:
يتم اختيار العصي المؤهلة من الخزان في صندوق التحميل. يقوم روبوت التحميل بنقل العصي إلى ماكينة الكهرباء حيث تبدأ عملية الكهرباء. بعد انتهاء الكهرباء، يقوم روبوت缷loading بإزالتها ووضعها في الصحافة لعملية الصب، مما يؤدي في النهاية إلى إنتاج قاعدة صمام. ينسق النظام الرئيسي هذه الأفعال بطريقة منظمة ومستمرة.
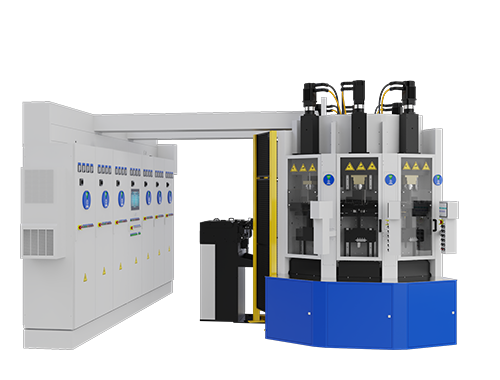
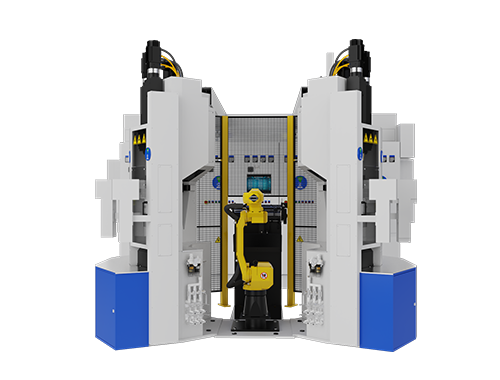
2. تخطيط خط الإنتاج:
تم ترتيب ستة ماكينات ضغط كهربائية في قطاعين، بشكل متناظر يسارًا ويمينًا، بثلاث ماكينات على اليسار وثلاث على اليمين. تواجه سطوح عمل ماكينات الضغط الكهربائي الخارج. يتم وضع روبوت في مركز القطاعات، يستخدم لتحميل وإفراغ ماكينات الضغط الكهربائي. يتم وضع صناديق التحميل في الفجوات بين القطاعين. هذا يشكل دائرة تتكون من ست ماكينات ضغط كهربائي، ومركب واحد، وصندوقين للتحميل، مع وجود الروبوت في مركز الدائرة.
الضغط الكهربائي:
تثبيت المركز
تصحيح تلقائي للمقعد الصخري إلى الصفر
محول ثلاثي الطور 50KVA، تيار خالي من الحمل <0.2A
مجهز بجهاز منع الانحناء
مجهز بتسخين أولي للضغط، تسخين القضبان، ضغط بطول ثابت، تقسيم المعلمات، وإرجاع برغي الكرنك بالServi
التحكم الرئيسي:
تخزين المعلمات
عد peacework
عرض عملية المنحنى
تنبيهات درجات الحرارة العالية والمنخفضة
عرض حالة العمل
انسحاب آلي تلقائي عند الخطأ
إضافة وإزالة آلات التشكيل عبر الإنترنت
تحميل:
فرز مغناطيسي
فرز الزوايا المائلة
3. مادة قطعة العمل:
شكل القسم العرضي دائري، قطره ø5 إلى ø13، وتحمل الأبعاد حسب المعيار ISO h11.
حالة السطح: عصي باردة السحب، مقشرة، أو مصقولة وخالية من الزيت.
خشونة السطح: Ra 2.5
حالة السطح النهائي: يجب أن يكون سطح نهاية العصا ناعمًا، مسطحًا وخاليًا من التأكسد. يجب أن يكون للسطح النهائي زاوية مائلة مناسبة.
المادة: مناسبة لجميع أنواع الصلب.
الإنتاجية:
تؤثر سرعة الضغط بشكل مباشر على دورة العمل والإنتاج. تقتصر سرعة الضغط بواسطة سبيكة المادة، قطر العصا، حالة سطح العصا، شكل جزء الضغط وقوة ضبط المحول.
قطر العصا: Ds = 8.7mm
الطول الكامل للعصا: L = 300mm
الطول غير المضغوط: k = 120mm
الوقت المساعد: t = 2s
الطول المضغوط: L - k = 300 - 120 = 180mm
سرعة الإزعاج: v = 12 مم/ث
سرعة المسمار: v = 2 مم/ث
وقت الدورة: طول الإزعاج / (سرعة الإزعاج - سرعة المسمار) + الوقت المساعد = 180 / (12 - 2) + 5 = 23 ث













