
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Přehled
Dotaz
Související produkty

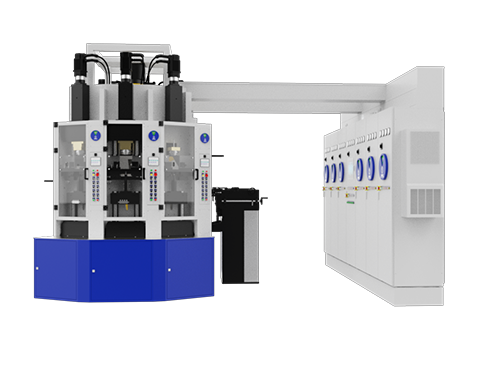

1. Základní operační proces:
Vybrané tyče z hrazení v nákladní krabici. Nákladní robot přináší tyče k elektřině upsetting stroji, kde začíná elektrické upsetting. Po dokončení elektrického upsetingu je odebere vykladací robot a umístí je do tlačítka na kování, čímž nakonec vytvoří surovou formu ventilu. Hlavní řídící systém koordinuje tyto akce uspořádaným a nepřetržitým způsobem.
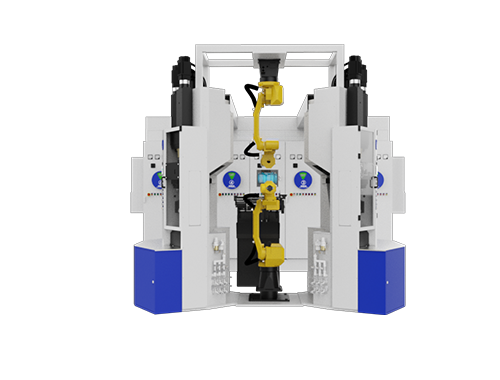
2. Dispozice produkční linky:
Šest elektřin upseting strojů je uspořádáno ve dvou sektorech, symetricky vlevo a vpravo, s třemi stroji vlevo a třemi vpravo. Pracovní plochy elektrického upsetingu jsou obráceny ven. V centru sektorů je umístěn robot, který se používá pro náklad a vyklad elektrických upseting strojů. Nákladní krabice jsou umístěny v mezích mezi oběma sektory. Tímto se vytváří kruh se šesti elektřinami upseting stroji, jedním lisem a dvěma nákladními krabicemi, s robotem umístěným v centru kruhu.
Elektrické upsetting:
Středování kleštěmi
Automatické nastavení nuly dlaždice
50KVA dvoufázový transformátor, prázdný proud <0.2A
Vyžaduje zařízení proti ohýbání
Kompletně vybaveno předehřevem pro tvarování, hřejícím prutem, pevnou délku tvarování, segmentaci parametrů a návrat serva s koulí šroubem
Hlavní řízení:
Uložení parametrů
Počítání dílů
Zobrazení procesu křivky
Upozornění na vysokou a nízkou teplotu
Zobrazení stavu práce
Výpadek stroje na úpravu automaticky offline
Přidávání a odebírání strojů na úpravu online
Nahrávání:
Magnetické řazení
Řazení podle štěpného úhlu
3. Materiál součásti:
Průmětný tvar je kruhovitý, s průměrem ø5 až ø13 a tolerancí rozměrů podle ISO standardu h11.
Stav povrchu: Studeně tahané, oškrabané nebo nateřené tyče bez oleje.
Hrubost povrchu: Ra 2.5
Stav koncového povrchu: Povrch tyče musí být hladký, rovný a bez oxidace. Koncový povrch by měl mít vhodný štěpný úhel.
Materiál: vhodný pro všechny typy oceli.
4. Produktivita:
Rychlost tlačení přímo ovlivňuje cyklus práce a výstup. Rychlost tlačení je omezena materiálovou slitinou, průměrem tyče, stavem povrchu tyče, tvarem části určené k tlačení a výkonem nastavením transformátoru.
Průměr tyče: Ds = 8,7mm
Celková délka tyče: L = 300mm
Délka nezatlačené části: k = 120mm
Nápomocný čas: t = 2s
Délka tlačení: L - k = 300 - 120 = 180mm
Rychlost tlačení: v = 12mm/s
Rychlost kleště: v = 2mm/s
Čas cyklu: Délka tlačení / (Rychlost tlačení - Rychlost vývrtky) + Nápovědný čas = 180 / (12 - 2) + 5 = 23s













