
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Oversigt
Forespørgsel
Relaterede produkter
1. Grundlæggende driftsproces:
Kvalificerede staver vælges fra hoppersystemet i indlæsningsboksen. Indlæsningsroboten leverer staverne til den elektriske pressemaskine, hvor elektrisk presning begynder. Når pressningen er færdig, fjerner afsløringsroboten dem og placerer dem i trykkmaskinen til smedning, hvilket resulterer i en ventilblank. Hovedstyringssystemet koordinerer disse handlinger på en ordnet og kontinuerlig måde.
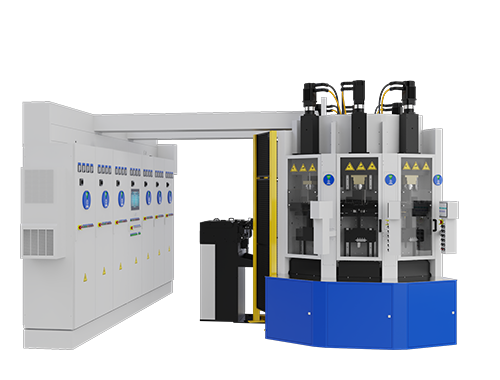
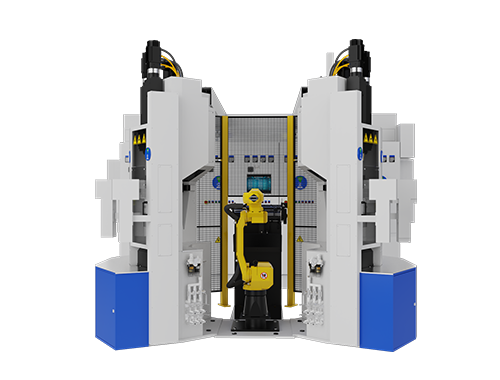
2. Produktionsslinjes opstilling:
Seks elektiske optrykningmaskiner er ordnet i to sektorer, symmetrisk til venstre og højre, med tre maskiner på venstre side og tre på højre side. De elektriske optrykningsoverflader vender udad. En robot placeres i midten af sektorerne, der bruges til at indlæse og udlæse de elektriske optrykningmaskiner. Indlæsningsbokserne placeres i mellemrummet mellem de to sektorer. Dette danner en cirkel med seks elektriske optrykningmaskiner, én presse og to indlæsningsbokse, hvor robotten befinder sig i midten af cirklen.
Elektrisk Optrykning:
Klemmecentering
Automatisk nulstilling af anvil
50KVA tofasede transformator, tomstrøm <0,2A
Udstyret med et anti-bøjningsanordning
Udstyret med forvarmning til optrykning, stangvarmning, fastlængdes optrykning, parametersegmentering og servo kugletråd retur
Hovedstyring:
Parameterlagring
Værktøj tælling
Kurveprocessvisning
Høj- og lavtemperaturalarm
Arbejdsstatusvisning
Fejl ved presningsmaskine automatisk offline
Online tilføjelse og fjernelse af presningsmaskiner
Indlæsning:
Magnetisk sortering
Sortering af kantafgang
3. Arbejdsstof:
Tværsnitsformen er cirkulær med en diameter på ø5 til ø13, og dimensionelt tolerance efter ISO-standard h11.
Overfladebetingelser: Koldtrukket, skåret eller poleret oliebefri stænger.
Overflade rudehed: Ra 2,5
Endoverflade tilstand: Stængens endoverflade skal være glad, flad og uden oxidation. Endoverfladen bør have en passende skråning.
Materiale: Egnet til alle typer stål.
4. Produktivitet:
Fremstødshastigheden påvirker direkte arbejds cyklus og udskrivning. Fremstødshastigheden begrænses af materialealliancen, stængdiameteren, stængens overfladetilstand, formen på fremstødelsen og transformerens justeringsmagt.
Stængediameter: Ds = 8,7mm
Stængens fulde længde: L = 300mm
Ikke-fremstødt længde: k = 120mm
Hjælpetid: t = 2s
Fremstødslængde: L - k = 300 - 120 = 180mm
Forstyrrende hastighed: v = 12mm/s
Hjulblok-hastighed: v = 2mm/s
Cyklus tid: Forstyrrende længde / (Forstyrrende hastighed - Hjulblov-hastighed) + Bihjælps-tid = 180 / (12 - 2) + 5 = 23s













