
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Περιγραφή
Ερώτημα
Σχετικά Προϊόντα


1. Βασική Διαδικασία Λειτουργίας:
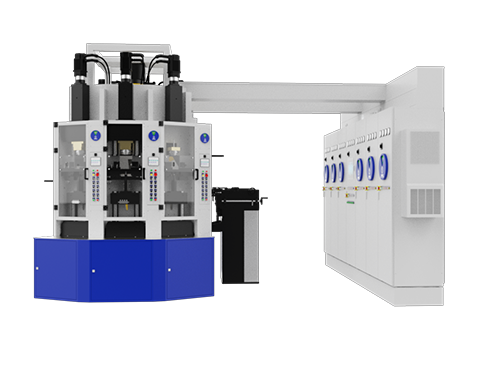
Επιλέγονται προσβάλλοντα ράβδοι από τον κούμπα στο κουτί φόρτωσης. Ο ρομπότ φόρτωσης μεταφέρει τις ράβδους στην ηλεκτρική μηχανή εξαναγκασμού, όπου ξεκινάει ο ηλεκτρικός εξαναγκασμός. Μετά την ολοκλήρωση του ηλεκτρικού εξαναγκασμού, ο ρομπότ απόφορτωσης τις αφαιρεί και τις τοποθετεί στον καταπιέστη για να παραχθεί ένα κενούργιο τριβάνι. Το κύριο σύστημα ελέγχου συντονίζει αυτές τις ενέργειες με διοργανωμένο και συνεχή τρόπο.
2. Διάταξη Παραγωγικής Γραμμής:
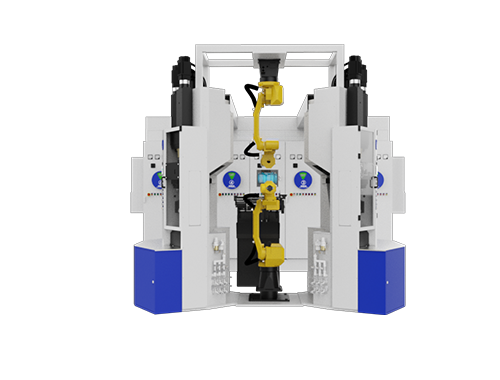
Έξι ηλεκτρικά μηχανήματα επανάληψης διατίθενται σε δύο τομείς, συμμετρικά αριστερά και δεξιά, με τρία μηχανήματα αριστερά και τρία δεξιά. Οι επιφάνειες εργασίας των ηλεκτρικών μηχανημάτων επανάληψης κοιτάζουν προς το έξω. Ένα ρομπότ βρίσκεται στο κέντρο των τομέων, το οποίο χρησιμοποιείται για φόρτωση και άδειασμα των ηλεκτρικών μηχανημάτων επανάληψης. Οι κάσες φόρτωσης τοποθετούνται στις χάβες μεταξύ των δύο τομέων. Αυτό σχηματίζει έναν κύκλο με έξι ηλεκτρικά μηχανήματα επανάληψης, ένα πατήτριο και δύο κάσες φόρτωσης, με το ρομπότ να βρίσκεται στο κέντρο του κύκλου.
Ηλεκτρική Επανάληψη:
Κεντρική κράτηση
Αυτόματη μηδενικοποίηση του πανωμού
μετατροπείς 50KVA δύο φάσεων, ρεύμα κενής φορτίασης <0.2A
Εξοπλισμένο με συσκευή αντι-καμπύλωσης
Εξοπλισμένο με προθερμανση για επανάληψη, θέρμανση δοκού, επανάληψη σε σταθερή μήκους, τμηματική παραμετροποίηση και επιστροφή με διακομιδιαστή με διακομιδιαστή servo
Κύρια Ελέγχου:
Αποθήκευση παραμέτρων
Μετρήσεις εργασίου
Διαγράμματα προβολής διεργασίας
Συγκεντρωτικά και χαμηλάθορμος συγκεκριμένα
Προβολή κατάστασης λειτουργίας
Αυτόματη αποσύνδεση σε περίπτωση λάθους της μηχανής
Προσθήκη και αφαίρεση online της μηχανής
Φόρτωση:
Ταξινόμηση με μαγνητισμό
Ταξινόμηση γωνιών
3. Υλικό εργασίας:
Η διατομή έχει κυκλική μορφή, με διάμετρο από ø5 έως ø13, και διαστατική υποχώρηση σύμφωνα με την πρότυπο ISO h11.
Κατάσταση επιφάνειας: Κρύο βιβλιογραφικά, αποκενωμένα ή λε.isAuthenticated χωρίς ελαιο.
Ακαμψία επιφάνειας: Ra 2.5
Κατάσταση τελικής επιφάνειας: Η επιφάνεια του τέρματος της δοράς πρέπει να είναι ήπια, πιεστή και χωρίς οξείδωση. Η τελική επιφάνεια θα πρέπει να έχει κατάλληλο χαμφέρ.
Υλικό: Επιτρεπτό για όλους τους τύπους ατσάλιου.
4. Παραγωγικότητα:
Η ταχύτητα συμπιέσματος επηρεάζει άμεσα τον κύκλο εργασίας και την παραγωγή. Η ταχύτητα συμπιέσματος περιορίζεται από το μετάλλευμα της σύγκρισης, το διάμετρο της δοράς, την κατάσταση της επιφάνειας της δοράς, τη μορφή της περιοχής συμπιέσματος και τη δύναμη επιστροφής της μετατροπής.
Διάμετρος δοράς: Ds = 8.7mm
Πλήρης μήκος δοράς: L = 300mm
Μήκος χωρίς συμπίεση: k = 120mm
Επιπλέον χρόνος: t = 2s
Μήκος συμπιέσματος: L - k = 300 - 120 = 180mm
Ταχύτητα εκτροπής: v = 12mm/σ
Ταχύτητα βάσης: v = 2mm/σ
Χρόνος κύκλου: μήκος εκτροπής / (ταχύτητα εκτροπής - ταχύτητα βάσης) + βοηθητικός χρόνος = 180 / (12 - 2) + 5 = 23σ













