
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Superrigardo
Demando
Rilataj produktoj
1. Baza Operaciamalproceso:
Kvalifikitaj stangoj estas elektitaj el la butekso en la ŝarĝa kastoj. La ŝarĝa roboto liveras la stangojn al la elektra premitmaŝino, kie komencas la elektra premado. Post finiĝo de la elektra premado, la malŝarĝa roboto forprenas ilin kaj metas ilin en la prese por formbati, fine produktante valvon blankan. La ĉef-kontrola sistemo koordinas tiujn agojn ordite kaj kontinue.
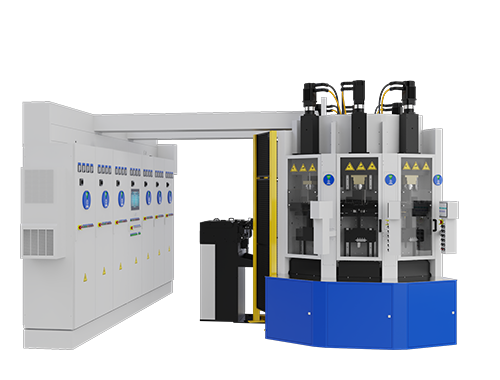
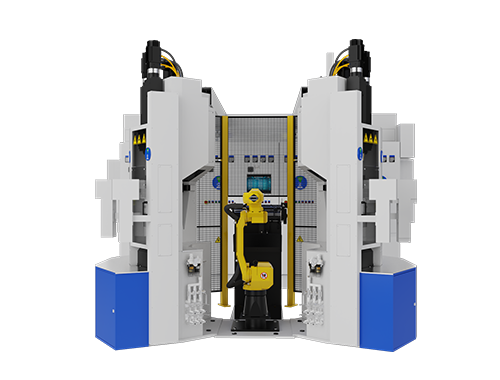
2. Disponigo de produkciolinio:
Šes elektraj upseting mašinoj estas aranĝitaj en du sektoroj, simetrie dekstren kaj maldekstren, kun tri mašinoj maldekstre kaj tri dekstre. La laboraj surfacoj de la upseting mašinoj orientiĝas eksteren. Roboto estas situata en la centro de la sektoroj, uzata por ŝarĝado kaj malŝarĝado de la elektraj upseting mašinoj. La ŝarĝaj kazoj estas metitaj en la spacoj inter la du sektoroj. Tio formas cirkon kun ses elektraj upseting mašinoj, unu presemaŝino, kaj du ŝarĝaj kazoj, kun roboto situata en la centro de la cirklo.
Upseting per elektro:
Tenada centrigado
Aŭtomata nuligo de la malfrapo
50KVA du-faza transformilo, senŝarga kuranto <0.2A
Ekipita per antaŭfleksanta aparato
Ekipita por antaŭvarmado por upsetado, varmado de stangoj, fiksa longa upsetado, parametra segmentado kaj servo pilko-ŝraŭba reveno
Ĉef-kontrolo:
Parametra konservo
Varbildo nombrado
Montrilo de kurba procezo
Alarmoj pri alta kaj malalta temperaturo
Montrilo de labora stato
Aŭtomata elirigo de maŝino por formfrapo en malfavora okazo
En-linia aldono kaj forigo de maŝinoj por formfrapo
Ŝarĝado:
Magneta triado
Triado per ĉemfero
3. Materialo de laborobjekto:
La krusa formo estas cirkla, kun diametro de ø5 ĝis ø13, kaj dimensia toleranco laŭ ISO normo h11.
Superficia stato: Froid-traktaĵoj, pelitaj aŭ politaĵoj sen oleo.
Rugaĵo de surfaco: Ra 2.5
Kondiĉo de la fina surfaco: La fina surfaco de la stango devas esti glata, plata kaj sen oksidacio. La fina surfaco devus havi bonan ĉamferon.
Materialo: Taŭga por ĉiuj specoj de volo.
4. Produktiveco:
La alplora rapideco rekte influas la laborciklon kaj eldonon. La alplora rapideco limigita estas per la materiala legiero, diametro de la stango, kondiĉo de la stanga surfaco, formo de la alplorita parto kaj regulada potenco de la transformilo.
Diametro de stango: Ds = 8.7mm
Plena longo de stango: L = 300mm
Nealplorita longo: k = 120mm
Auxiliara tempo: t = 2s
Alplorita longo: L - k = 300 - 120 = 180mm
Perturbanta rapideco: v = 12mm/s
Lastara rapideco: v = 2mm/s
Cikla tempo: Perturbanta longo / (Perturbanta rapideco - Lastara rapideco) + Auxiliaro tempo = 180 / (12 - 2) + 5 = 23s













