
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Yleiskatsaus
Kysely
Liittyvät tuotteet
1. Perusoperaatio prosessi:
Hyväksytyt palat valitaan latauslaatikon hopperista. Latausröbotti toimittaa palat sähköisen upsettimen luokse, jossa sähköinen upsettiminen alkaa. Kun sähköinen upsettiminen on valmis, purkusröbotti poistaa ne ja asettaa ne painepressiin vekkausta varten, tuottamalla lopulta venttiilipohjan. Pääohjelmistojärjestelmä koordinoi näitä toimintoja järjestyksessä ja jatkuvasti.
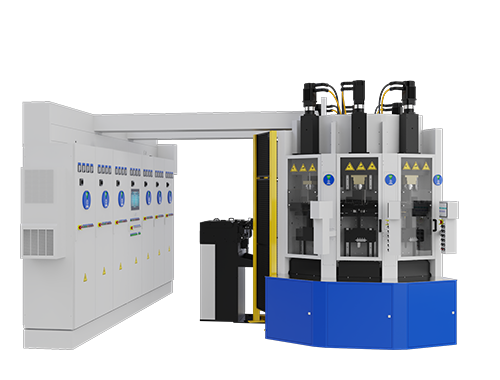
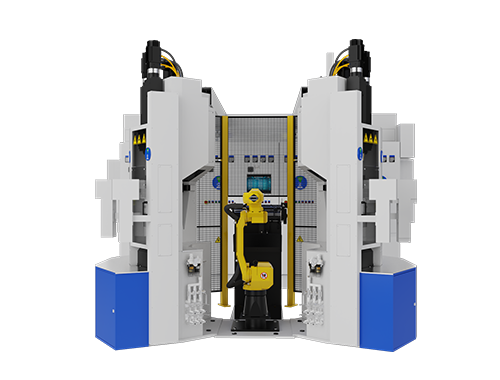
2. Valmistuslinjan asettelu:
Kuusi sähköinen puristuslaite on asetettu kahteen sektoriin, symmetrisesti vasemmalle ja oikealle, kolme laitetta vasemmalla ja kolme oikealla. Sähköisten puristuslaitteiden työpinnat kohdistuvat ulospäin. Robotti on asetettu sektorien keskelle, mikä käytetään sähköisten puristuslaitteiden lataamiseen ja purkaamiseen. Latauslaukat on asetettu kahden sektorin välisiin aukkiin. Tämä muodostaa ympyrän, jossa on kuusi sähköistä puristuslaitetta, yksi paine ja kaksi latauslaukkia, robotti sijaitsee ympyrän keskellä.
Sähköinen puristaminen:
Kiiskan keskitys
Anvun automaattinen nollaus
50KVA kahdenvaiheinen muuntaja, tyhjäkulku <0,2A
Varustettu kaarautumisen estojärjestelmällä
Varustettu puristuksen esilämpöinnillä, työkalun lämpöminnillä, vakion pitämiseen tarkoitetulla puristuksella, parametrin segmentointilla ja servomekanismin palavituksella
Pääohjaus:
Parametrin tallennus
Työkalujen lukeminen
Kaarevuusprosessin näyttö
Korkean ja matalan temperatuurin hälytykset
Työtilanäyttö
Virheen aiheuttanut kone poistuu automaattisesti verkolle
Verkkoon lisääminen ja poistaminen virheen aiheuttaneista koneista
Lataus:
Magneettijärjestely
Sulku järjestely
3. Työpalan materiaali:
Rajapinnan muoto on pyörähdysymmetrinen, halkaisijalla ø5–ø13, ja mittojen toleranssi mukautuu ISO:n h11 -standardiin.
Pinta-olo: Kylmävedotettu, purottu tai poliisoidtu öljytön rauta.
Pinta-roughness: Ra 2.5
Loppupinnan tila: Kyljin loppupinta on oltava sileä, tasainen ja ilman hapanvyöhykettä. Loppupinta tulisiolla olla sopiva kaaros.
Materiaali: Sopii kaikkiin teräsliiketuotteisiin.
4. Tuottavuus:
Korotusten nopeus vaikuttaa suoraan työkykylleen ja tuottoon. Korotusten nopeutta rajoittaa materiaalin hopeayhdiste, kyljin halkaisija, kyljin pinta-tila, korotuksen muoto ja muuntimen säätövoima.
Kyljin halkaisija: Ds = 8,7mm
Kyljin kokonaispituus: L = 300mm
Ei-korotetun pituuden: k = 120mm
Apuaika: t = 2s
Korotetun pituuden: L - k = 300 - 120 = 180mm
Tehostusnopeus: v = 12mm/s
Pohjavesinopeus: v = 2mm/s
Kiertoaika: Tehostusraja / (Tehostusnopeus - Pohjavesinopeus) + Apuaika = 180 / (12 - 2) + 5 = 23s













