
 FR
FR
 EN
EN AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Aperçu
Demande d'information
Produits connexes
1. Procédé d'opération de base :
Des tiges qualifiées sont sélectionnées dans le bac de chargement. Le robot de chargement transporte les tiges vers la presse électrique pour l'épandelectric. Après que l'épandelectric est terminée, le robot de déchargement les enlève et les place dans la presse pour le forgeage, produisant finalement une pièce brute de valve. Le système de contrôle principal coordonne ces actions de manière ordonnée et continue.
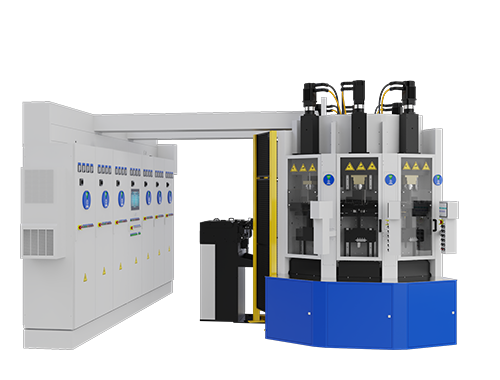
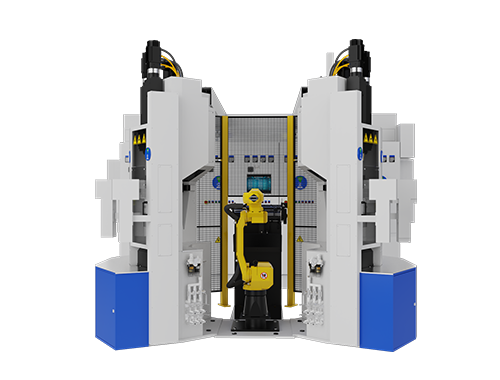
2. Disposition de la chaîne de production :
Six machines d'épandelectric sont disposées en deux secteurs, symétriquement à gauche et à droite, avec trois machines à gauche et trois à droite. Les surfaces de travail des machines d'épandelectric sont orientées vers l'extérieur. Un robot est placé au centre des secteurs, utilisé pour charger et décharger les machines d'épandelectric. Les bacs de chargement sont placés dans les espaces entre les deux secteurs. Cela forme un cercle avec six machines d'épandelectric, une presse et deux bacs de chargement, avec le robot situé au centre du cercle.
Épandelectric :
Centrage de l'étau
Mise à zéro automatique de l'enclume
transformateur triphasé 50KVA, courant à vide <0,2A
Equipé d'un dispositif anti-flexion
Equipé de préchauffage pour l'agrandissement, chauffage des tiges, agrandissement à longueur fixe, segmentation des paramètres et retour par vis à bille servo
Contrôle principal :
Stockage des paramètres
Comptage des pièces
Affichage du processus en courbe
Alertes de température haute et basse
Affichage de l'état de travail
Défaut provoquant l'arrêt automatique hors ligne de la machine
Ajout et retrait en ligne des machines
Chargement :
Tri magnétique
Tri par chanfrein
3. Matériau de la pièce :
La forme en coupe est circulaire, avec un diamètre de ø5 à ø13, et une tolérance dimensionnelle selon la norme ISO h11.
État de surface : Tiges sans huile, tirées à froid, épluchées ou polies.
Roughness de surface : Ra 2.5
État de la surface d'extrémité : La surface de l'extrémité de la tige doit être lisse, plate et exempte d'oxydation. L'extrémité doit avoir un chanfrein approprié.
Matériau : Convient pour tous types d'acier.
4. Productivité :
La vitesse de forgeage affecte directement le cycle de travail et la production. La vitesse de forgeage est limitée par l'alliage du matériau, le diamètre de la tige, l'état de surface de la tige, la forme de la partie forgée et la puissance d'ajustement du transformateur.
Diamètre de la tige : Ds = 8,7mm
Longueur totale de la tige : L = 300mm
Longueur non forgeée : k = 120mm
Temps auxiliaire : t = 2s
Longueur de forgeage : L - k = 300 - 120 = 180mm
Vitesse de forgeage : v = 12mm/s
Vitesse de l'enclume : v = 2mm/s
Temps de cycle : Longueur de l'écrasement / (Vitesse d'écrasement - Vitesse de l'enclume) + Temps auxiliaire = 180 / (12 - 2) + 5 = 23s













