
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Pregled
Upit
Srodni proizvodi
1. Osnovni postupak rada:
Kvalificirane čivce izabire se iz magazina u kutiji za učitavanje. Robot za učitavanje isporučuje čivce do mašine za električno premašivanje, gdje započinje električno premašivanje. Nakon što je električno premašivanje završeno, robot za otpremanje ih uklanja i stavlja ih u tisak za kovanje, što na kraju rezultira proizvodnjom kovanog ventila. Glavni kontrolni sustav koordinira ove radnje redoslijedom i neprekidnim načinom.
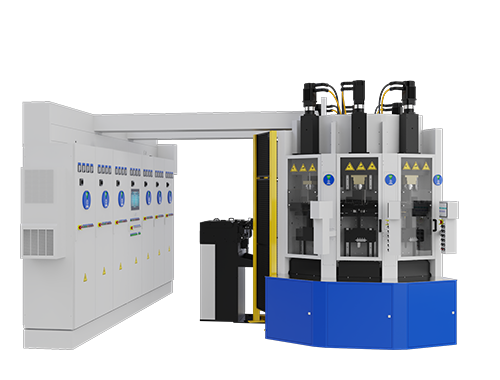
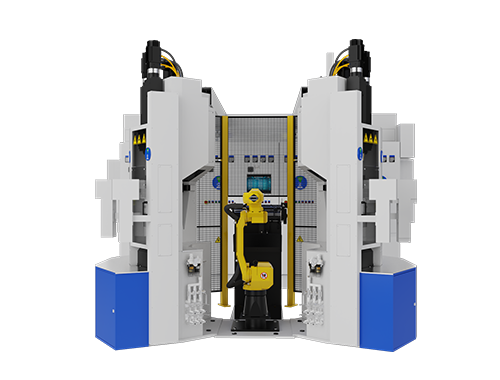
2. Raspoloženje proizvodne linije:
Šest elektroštamparskih strojeva raspoređeno je u dva sektora, simetrično lijevo i desno, s tri stroja s lijeve i tri s desne strane. Radne ploče elektroštamparskih strojeva okrenute su prema vanjskoj strani. Robot smješten je u središtu sektora te se koristi za optuživanje i ispraznjava elektroštamparskih strojeva. Optužne kutije smještene su u razmaku između dvaju sektora. Time se formira krug s šest elektronskih štamparskih strojeva, jednim tlačalom i dvije optužne kutije, s robotom koji je smješten u središtu kruga.
Električno štampanje:
Centriranje svijezga
Automatska taracija vratila
50KVA dvofazni transformator, prazni tok <0.2A
Sposoban je za rad s uređajem protiv savijanja
Opremljen je za pretopljavanje za štampu, topljenje čavla, fiksnu dužinu štampanja, segmentaciju parametara i povratak poslužiteljem loptastim šrajbom
Glavna upravljanja:
Pohrana parametara
Brojanje radnih komadića
Prikaz procesa krivulje
Alarmi za visoke i niske temperature
Prikaz statusa rada
Automatski odspajanje prijelomne mašine kod pogreške
Dodavanje i uklanjanje prijelomnih mašina online
Učitavanje:
Magnetno razvrstavanje
Razvrstavanje šiljaka
3. Materijal radnog dijela:
Pročni oblik je kružan, s promjerom od ø5 do ø13, a tolerancija dimenzija po ISO standardu h11.
Stanje površine: Hladno vlocene, odraslane ili polirane čavle bez ulja.
Rupestalost površine: Ra 2.5
Stanje završne površine: Površina kraja čivija mora biti glatka, ravninska i slobodna od oksidacije. Završna površina bi trebala imati odgovarajući šiljastoj kut.
Materijal: Prikladan za sve vrste čelika.
4. Produktivnost:
Brzina širenja izravno utječe na radni ciklus i izlaz. Brzina širenja ograničena je materijalnom legurom, prečnikom čivija, stanjem površine čivija, oblikom dijela širenja i snaga prilagođenja transformatora.
Prečnik čivija: Ds = 8.7mm
Puni duljina čivija: L = 300mm
Duljina neširene zone: k = 120mm
Pomoćno vrijeme: t = 2s
Duljina širenja: L - k = 300 - 120 = 180mm
Brzina upsetanja: v = 12mm/s
Brzina podloge: v = 2mm/s
Vremenski ciklus: Duzina upsetanja / (Brzina upsetanja - Brzina podloge) + Pomoćno vrijeme = 180 / (12 - 2) + 5 = 23s













