
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Ikhtisar
Inquiry
Produk terkait

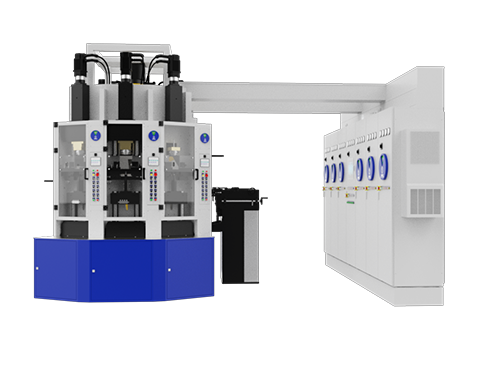

1. Proses Operasi Dasar:
Batang yang memenuhi syarat dipilih dari hopper di kotak muatan. Robot pemuat mengantarkan batang ke mesin pemadatan listrik, di mana pemadatan listrik dimulai. Setelah pemadatan listrik selesai, robot pembongkar mengeluarkannya dan menempatkannya ke dalam pres untuk pengecoran, akhirnya menghasilkan benda kerja katup. Sistem kontrol utama menyelaraskan tindakan ini secara teratur dan berkelanjutan.
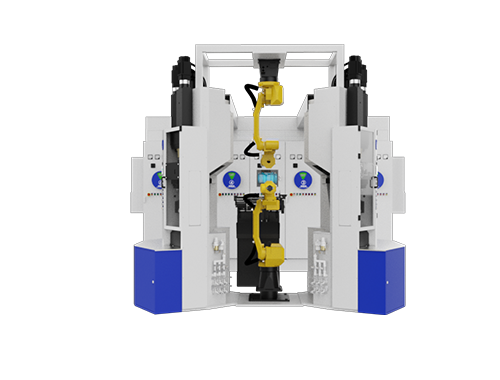
2. Tata Letak Lini Produksi:
Enam mesin pemadatan listrik disusun dalam dua sektor, secara simetris kiri dan kanan, dengan tiga mesin di sebelah kiri dan tiga di sebelah kanan. Permukaan kerja pemadatan listrik menghadap ke luar. Sebuah robot ditempatkan di tengah sektor-sektor tersebut, yang digunakan untuk memuat dan membongkar mesin pemadatan listrik. Kotak pemuatan diletakkan di celah antara kedua sektor. Ini membentuk lingkaran dengan enam mesin pemadatan listrik, satu pres, dan dua kotak pemuatan, dengan robot berada di pusat lingkaran.
Pemadatan Listrik:
Pusat penjepit
Penyetelan nol otomatis dari landasan
trafo dua fase 50KVA, arus no-load <0.2A
Dilengkapi dengan perangkat anti-bengkok
Dilengkapi dengan pemanasan pra-pemadatan, pemanasan batang, pemadatan tetap-panjang, segmentasi parameter, dan pengembalian ulir bola servo
Kontrol Utama:
Penyimpanan parameter
Penghitungan benda kerja
Tampilan proses kurva
Alarm suhu tinggi dan rendah
Tampilan status kerja
Mesin pengaduk otomatis offline saat terjadi gangguan
Penambahan dan penghapusan online mesin pengaduk
Pemuatan:
Pemilahan magnetik
Pemilahan chamfer
3. Bahan benda kerja:
Bentuk penampangnya bulat, dengan diameter ø5 hingga ø13, dan toleransi dimensi sesuai standar ISO h11.
Kondisi permukaan: Batangan tanpa minyak yang ditarik dingin, dikupas, atau dipoli.
Keraskan permukaan: Ra 2.5
Kondisi permukaan akhir: Permukaan akhir batang harus halus, datar, dan bebas dari oksidasi. Permukaan akhir harus memiliki chamfer yang sesuai.
Bahan: Cocok untuk semua jenis baja.
produktivitas:
Kecepatan penyusutan secara langsung memengaruhi siklus kerja dan output. Kecepatan penyusutan dibatasi oleh paduan bahan, diameter batang, kondisi permukaan batang, bentuk bagian penyusutan, dan penyesuaian daya transformator.
Diameter batang: Ds = 8,7mm
Panjang total batang: L = 300mm
Panjang sebelum penyusutan: k = 120mm
Waktu tambahan: t = 2s
Panjang penyusutan: L - k = 300 - 120 = 180mm
Kecepatan penghancuran: v = 12mm/detik
Kecepatan landasan: v = 2mm/detik
Waktu siklus: Panjang penghancuran / (Kecepatan penghancuran - Kecepatan landasan) + Waktu tambahan = 180 / (12 - 2) + 5 = 23 detik













