
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Panoramica
Richiesta
Prodotti correlati
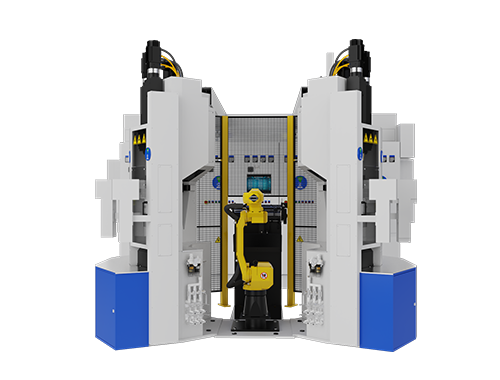
1. Processo di funzionamento di base:
Vengono selezionati dagli aste qualificate dal serbatoio nel box di caricamento. Il robot di caricamento trasporta le aste alla macchina per l'upsetting elettrica, dove inizia l'upsetting elettrico. Dopo che l'upsetting è completato, il robot di scarico le rimuove e le posiziona nella pressa per la forgiatura, producendo infine un'asta di valvola grezza. Il sistema di controllo principale coordina queste azioni in modo ordinato e continuo.
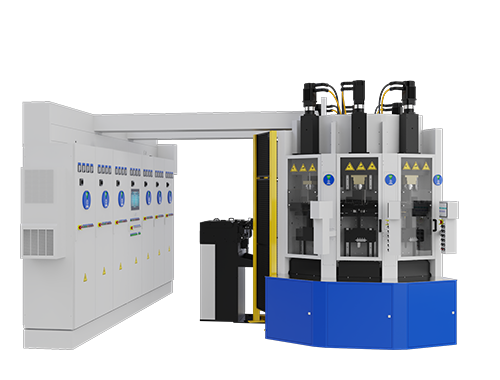
2. Disposizione della linea di produzione:
Sei macchine per l'ammodernamento elettrico sono disposte in due settori, simmetricamente a sinistra e a destra, con tre macchine a sinistra e tre a destra. Le superfici di lavoro delle macchine per l'ammodernamento elettrico guardano all'esterno. Un robot è posizionato al centro dei settori ed è utilizzato per il caricamento e lo scaricamento delle macchine per l'ammodernamento elettrico. Le casse di caricamento vengono collocate negli spazi tra i due settori. Questo forma un cerchio con sei macchine per l'ammodernamento elettrico, una pressa e due casse di caricamento, con il robot situato al centro del cerchio.
Ammodernamento Elettrico:
Centratura della pinza
Azzeramento automatico dell'incudine
trasformatore trifase da 50KVA, corrente a no-load <0.2A
Dotato di dispositivo antiflessione
Dotato di preiscaldamento per l'ammodernamento, riscaldamento del bastone, ammodernamento a lunghezza fissa, segmentazione dei parametri e ritorno con vite pallino servo
Controllo Principale:
Memorizzazione dei parametri
Conteggio dei pezzi
Visualizzazione del processo a curve
Allarmi per temperature alte e basse
Visualizzazione dello stato di funzionamento
Disconnessione automatica offline della macchina per il conformazione
Aggiunta e rimozione online delle macchine per il conformazione
Caricamento:
Selezione magnetica
Selezione degli arrotondamenti
3. Materiale del pezzo:
La forma della sezione è circolare, con un diametro di ø5 a ø13, e tolleranza dimensionale secondo lo standard ISO h11.
Condizione superficiale: barre senza olio, estruse a freddo, sbucciate o levigate.
Roughness della superficie: Ra 2.5
Condizione della superficie finale: La superficie finale del cilindro deve essere liscia, piatta e priva di ossidazione. La superficie finale dovrebbe avere un smussatura adeguata.
Materiale: Adatto per tutti i tipi di acciaio.
4. Produttività:
La velocità di ribattitura influisce direttamente sul ciclo di lavoro e sull'output. La velocità di ribattitura è limitata dall'alluminio del materiale, dal diametro del cilindro, dalla condizione della superficie del cilindro, dalla forma della parte ribattuta e dalla potenza di regolazione del trasformatore.
Diametro del cilindro: Ds = 8.7mm
Lunghezza totale del cilindro: L = 300mm
Lunghezza non ribattuta: k = 120mm
Tempo ausiliario: t = 2s
Lunghezza ribattuta: L - k = 300 - 120 = 180mm
Velocità di deformazione: v = 12mm/s
Velocità dell'anvil: v = 2mm/s
Tempo di ciclo: Lunghezza di deformazione / (Velocità di deformazione - Velocità dell'anvil) + Tempo ausiliario = 180 / (12 - 2) + 5 = 23s













