
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


概要
問い合わせ
関連製品
1. 基本的な操作プロセス:
ローダー箱のホッパーから適格な棒が選ばれます。ロードロボットは棒を電気圧延機に運び、ここで電気圧延が始まります。電気圧延が完了すると、アンロードロボットがそれを取り除き、プレスに配置して鍛造を行い、最終的にバルブの素形が作られます。メイン制御システムはこれらの動作を秩序立てて継続的に調整します。
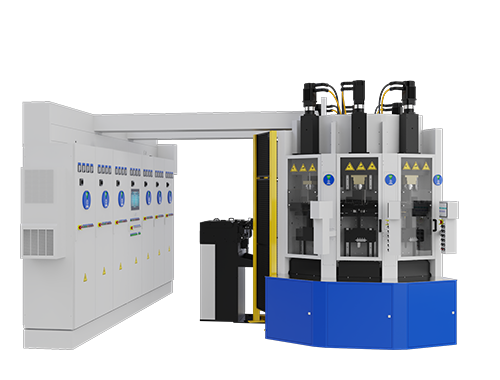
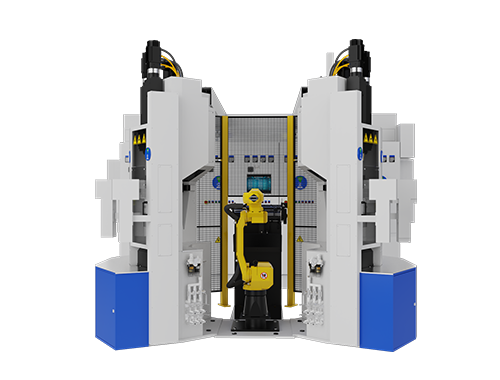
2. 生産ラインレイアウト:
6台の電気鍛造機が左右対称の2つのセクターに配置されており、左に3台、右に3台あります。電気鍛造作業面は外側を向いています。ロボットがセクターの中央に配置されており、これは電気鍛造機の積み下ろしに使用されます。積載箱は2つのセクターの間の隙間に配置されています。これにより、6台の電気鍛造機、1台のプレス、2つの積載箱で円形が形成され、ロボットがその円の中心に位置します。
電気鍛造:
チャックセンタリング
アニュラ自動ゼロ調整
50KVA二相トランス、空荷電流 <0.2A
曲げ防止装置付き
プレヒーティング、棒加熱、定長鍛造、パラメータ分割、サーボボールねじリターン装備
メインコントロール:
パラメータ保存
ワークピースカウント
カーブプロセス表示
高温および低温アラーム
作業状態表示
故障した圧延機が自動でオフラインになる
圧延機のオンラインでの追加と削除
積載量:
磁気選別
チャムファーセレクション
3. 工件材料:
断面形状は円形で、直径はø5からø13までであり、寸法公差はISO標準h11に準拠しています。
表面状態: 冷間引抜き、剥離、または無油の研磨棒。
表面粗さ: Ra 2.5
端面状態: バーの端面は滑らかで平らであり、酸化がなくなければなりません。端面には適切なカウンターシンクが必要です。
材料: 全ての種類の鋼に適合します。
4. 生産性:
圧延速度は作業サイクルと出力に直接影響します。圧延速度は素材の合金、バーの直径、バーの表面状態、圧延部分の形状、トランスフォーマー調整パワーによって制限されます。
バー径: Ds = 8.7mm
バー全長: L = 300mm
圧延前の長さ: k = 120mm
補助時間: t = 2秒
圧延長さ: L - k = 300 - 120 = 180mm
押し付け速度: v = 12mm/s
アンビル速度: v = 2mm/s
サイクル時間: 押し付け長さ / (押し付け速度 - アンビル速度) + 補助時間 = 180 / (12 - 2) + 5 = 23秒













