
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Გენერალური ინფორმაცია
Ინკვირი
Დაკავშირებული პროდუქტები
1. ძირითადი მუშაობის პროცესი:
Გადამოწმებული როდები აირჩევენ ჩაрузის ყუთიდან. ჩაрузის რობოტი ადარებს როდებს ელექტრო გაჭირვის მაशინაზე, სადაც ელექტრო გაჭირვა იწყება. ელექტრო გაჭირვის დასრულების შემდეგ, გამოрузის რობოტი მათ ამოაკითხებს და ადგილებს მათ სტამპინგში ფორმირებისთვის, საბოლოოდ წარმოებს ვალვის ნაწილს. მთავარი კონტროლური სისტემა კოორდინირებს ეს მოქმედებები წესრიგითად და უწყვეტელად.
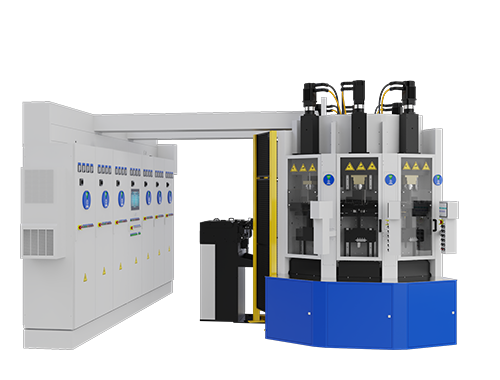
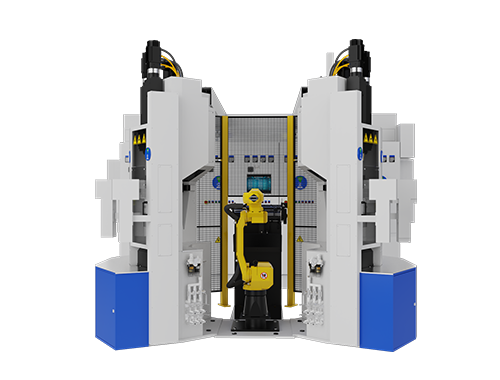
2. წარმოების ხაზის ლაიაუტი:
Шესაბამისად, ექვს ელექტრო გაფუჭების მანქანა ჩართულია ორ სექტორში, სიმეტრიულად მარცხნივ და მარჯვნივ, სამი მანქანა მარცხნივ და სამი მარჯვნივ. ელექტრო გაფუჭების სამუშაო ზედაპირები მიმართულია გარეთ. რობოტი ჩამართულია სექტორების ცენტრში, რომელიც იყენება ელექტრო გაფუჭების მანქანების ჩამატებისა და გამოტოვებისთვის. ჩამატების კარბახები ჩამართულია ორ სექტორს შორის მდებარე გაپირის შიგთის. ეს ფორმირებს წრე ექვს ელექტრო გაფუჭების მანქანით, ერთი ღილაკით და ორი ჩამატების კარბახით, რომელიც მდებარეობს წრის ცენტრში რობოტის.
Ელექტრო გაფუჭება:
Კლამპის ცენტრირება
Ანვილის ავტომატური ნულის გადაწყვეტა
50KVA ორფაზიანი ტრანსფორმატორი, გამოტოვების მდინარე <0.2A
Აღჭურვილების წინააღმდეგო მოწყობილობით გამართულია
Მოწყობილია წინაპარი გაფუჭებისთვის, რიგის გათბობისთვის, მართული გაფუჭებისთვის, პარამეტრების სეგმენტაციისთვის და სერვო ბურთ-სკრევის დაბრუნებისთვის
Ძირითადი კონტროლი:
Პარამეტრების შენახვა
Ნამუშავის გამოთვლა
Კრივის პროცესის დისპლეი
Მაღალი და დაბალი ტემპერატურის ალარმები
Მუშაობის სტატუსის დისპლეი
Განაგრძელების მანქანის ავტომატური გამორთვა
Განაგრძელების მანქანების მიმატება და წაშლა ონლაინ
Ჩატვირთვა:
Მაგნიტული სორტირება
Ჩახრის სორტირება
3. ნაწილის მასალა:
Საჭირო ფორმა წრიულია, სარadius დიამეტრით ø5-ø13, ზომის ტოლერანცია ISO სტანდარტის h11-ის მიხედვით.
Ზედა მდგომარეობა: ცივად ჩამოტანილი, გასაფრთხილებული ან გაწერილი ზაფხულის გარეშე როდები.
Ზედა ქსოვილობა: Ra 2.5
Ბოლო ზედა მდგომარეობა: როდის ბოლო ზედა უნდა იყოს გładი, სიბრტყედ და გარეშე გამოკვევის. ბოლო ზედის უნდა ჰქონდეს შესაბამისი ჭამფრი.
Მასალა: შესაბამისი ყველა ტიპის ნაწილებისთვის ნაწილებისთვის.
4. პროდუქტიურობა:
Გამოსახატვის სიჩქარე განსაზღვრავს მუშაობის ციკლს და გამოსავალს. გამოსახატვის სიჩქარე შეზღუდებულია მასალის ლიგნით, როდის დიამეტრით, როდის ზედის მდგომარეობით, გამოსახატვის ნაწილის ფორმით და ტრანსფორმატორის მოდულის ძალით.
Როდის დიამეტრი: Ds = 8.7mm
Როდის სრული სიგრძე: L = 300mm
Გარე სიგრძე: k = 120mm
Ავანჯურის დრო: t = 2s
Გამოსვლის სიგრძე: L - k = 300 - 120 = 180mm
Გამოსვლის სიჩქარე: v = 12mm/s
Ანვილის სიჩქარე: v = 2mm/s
Ციკლის დრო: გამოსვლის სიგრძე / (გამოსვლის სიჩქარე - ანვილის სიჩქარე) + დამატებითი დრო = 180 / (12 - 2) + 5 = 23s













