
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

개요
문의
관련 상품


1. 기본 작동 과정:
적재 상자의 험프에서 합격된 막대를 선택합니다. 적재 로봇은 막대를 전기 압축 기계로 운반하여 전기 압축을 시작합니다. 전기 압축이 완료되면 하역 로봇이 이를 제거하고 프레스에 배치하여 밸브 모양을 최종적으로 단조합니다. 주 제어 시스템은 이러한 동작들을 순서대로 조율하며 지속적으로 실행합니다.
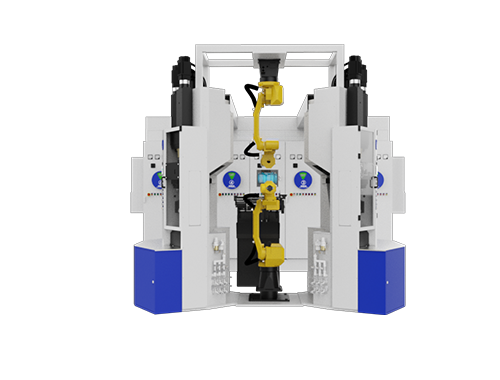
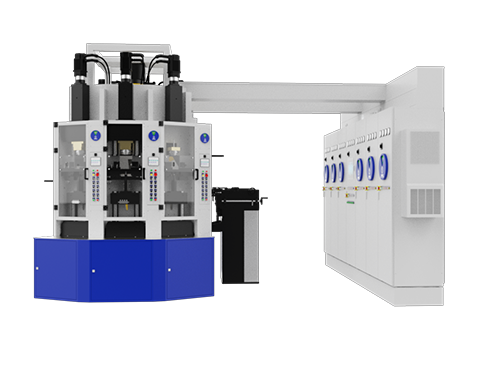
2. 생산 라인 레이아웃:
여섯 대의 전기 압축 기계가 좌우 대칭으로 두 섹터에 배치되어 있으며, 왼쪽에는 세 대, 오른쪽에도 세 대씩 있습니다. 전기 압축 작업 면은 바깥을 향합니다. 로봇이 섹터의 중앙에 배치되어 전기 압축 기계의 적재 및 하역에 사용됩니다. 적재 박스는 두 섹터 사이의 간격에 배치됩니다. 이로써 여섯 대의 전기 압축 기계, 한 대의 프레스, 그리고 두 개의 적재 박스로 이루어진 원형 레이아웃이 형성되며, 로봇은 원의 중심에 위치합니다.
전기 압축:
클램프 중앙 맞춤
砧의 자동 영점 조정
50KVA 2상 변압기, 공oload 전류 <0.2A
반드시 장치 장착
압축 사전 가열, 막대 가열, 고정 길이 압축, 매개변수 분할, 서보 볼 스크류 리턴 장비
주요 제어:
매개변수 저장
작업물 카운팅
곡선 프로세스 표시
고온 및 저온 경보
작동 상태 표시
결함 발생 시 자동 오프라인 처리
온라인 상태에서 압연기 추가 및 제거
하중:
자기 분류
Chamfer 분류
3. 작업물 재질:
단면 형상은 원형이며, 직경은 ø5에서 ø13까지이며, 차원 허용 오차는 ISO 표준 h11에 따라 적용됩니다.
표면 상태: 냉간 압출, 벗겨짐 또는 무유광 폴리싱 처리된 막대.
표면 거칠기: Ra 2.5
단면 조건: 막대의 단면은 매끄럽고 평평하며 산화물이 없어야 합니다. 단면에는 적절한 챔퍼가 있어야 합니다.
소재: 모든 종류의 강철에 적합합니다.
생산성:
압축 속도는 작업 주기와 출력에 직접적인 영향을 미칩니다. 압축 속도는 재료 합금, 막대 직경, 막대 표면 상태, 압축 부분의 형태 및 변압기 조정 전력에 의해 제한됩니다.
막대 직경: Ds = 8.7mm
막대 전체 길이: L = 300mm
압축되지 않은 길이: k = 120mm
보조 시간: t = 2초
압축 길이: L - k = 300 - 120 = 180mm
충격 속도: v = 12mm/s
아날 속도: v = 2mm/s
주기 시간: 충격 길이 / (충격 속도 - 아날 속도) + 보조 시간 = 180 / (12 - 2) + 5 = 23초













