
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NON
NON
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Overview
Inquiry
Related Products


1. Basic Operatio Processus:
Virgae idonei sunt selectae ex hopper in oneratione capsulae. Robot loading virgas tradit machinae electrici turbantis, ubi electrica turbatio incipit. Postquam electricum eversio peracta est, robot exonerationis eas removet et in prelum cudendi ponit, tandem valvae vestis producens. Ratio principalis potestates has actiones ordinate et continuo coordinat.
2. Productio Line Layout:
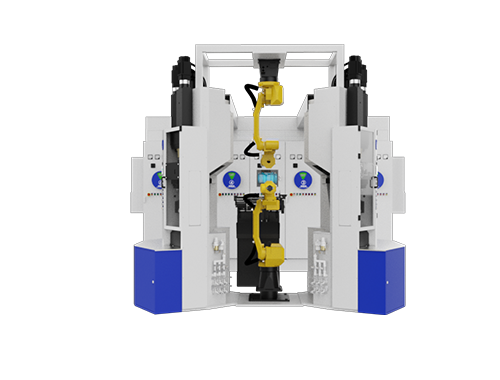
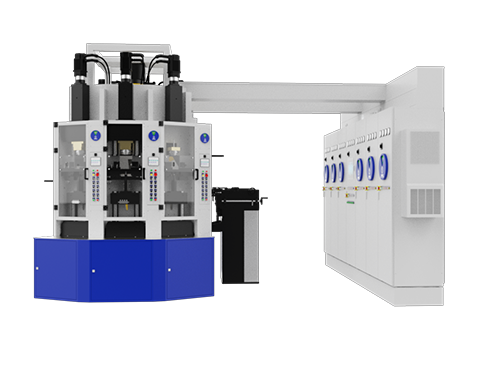
Sex machinis electricis evertentibus in duas partes dispositae sunt, dextra laevaque symmetrice, cum tribus machinis a sinistris, tribus a dextris. Superficies operis electricae evertentes faciem exteriorem habent. Robot in centro sectorum ponitur, quae ad machinas electricas evertendas onerandas et exonendas adhibetur. Loculi onerarii in hiatus inter duas partes collocantur. Hoc circulo cum sex machinis electricis turbantibus, uno torculari, et duobus capsulis onerantibus format, cum robot centro circuli sito.
Electric turbatio:
Fibulae centrum
Automatic zeroing in incude
50KVA duo-phasis commutator nullo onere currenti <0.2A
Instructus an anti-inflexio fabrica
Instructus preheating ad evertendam, virgam calefactionis, fixa longitudinis evertendi, parametri segmentationis, et servo globuli cochleae reditus.
Imperium principalis:
Parameter repono
Workpiece numero
Ostentationem processus curva
Maximum et humilis temperatus terroribus
Opus status ostentationem
Culpa turbabat apparatus automatic offline
Online addendo ac removendo machinis evertentes
loading:
Magnetic Sorting
Chamfer Sorting
3. Workpiece Material:
Figura crucis-sectionalis circularis est, diametro 5 ad 13, et tolerantia dimensiva secundum vexillum ISO h11.
Superficies conditio: Frigido-ducta, depilata, vel oleum liberum virgis polita.
Superficies asperitas: Ra 2.5
Superficies finis: Virga finis superficiei debet esse levis, plana, et oxidationis libera. Finis superficiei debet habere propriam cameram.
Materia: Idonea omnibus generibus ferri.
4. Productivity:
Celeritas turbatio directe afficit opus cycli et output. Celeritas eversio terminatur ad offensionem materiae, virgae diametri, conditionis superficiei virgae, figuram partis eversionis, et transformantis temperatio virtutis.
Diameter virga: Ds = 8.7mm
Virga porrectus: L = 300mm
Longitudo repens: k = 120mm
Tempus auxiliarium: t = 2s
Longitudo turbata: L - k = 300 - 120 = 180mm
Celeritas evertenda: v = 12mm/s
Incus celeritas: v = 2mm/s
Cycle time: Impetus longitudo / (celeritate - Incus celeritas) + tempus Auxiliaris = 180 / (12 - 2) + 5 = 23s.













