
 LV
LV
 EN
EN AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Pārskats
Izpēte
Saistītie produkti


1. Pamata darbības process:
No ielādes kastes triecēja tiek atlasīti kvalificēti stiebrīki. Ielādes robots pieved stiebrīkus uz elektrotrieciņu mašīnu, kur sākas elektrotrieciens. Pēc tam, kad ir pabeigts elektrotrieciens, atielādes robots tos noņem un noliek spiedējā formēšanai, galu galā izveidojot vērtības bļodu. Galvenā kontroles sistēma koordinē šos darbības kārtīgi un nepārtraukti.
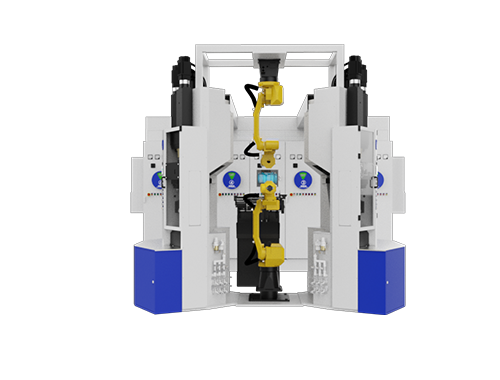
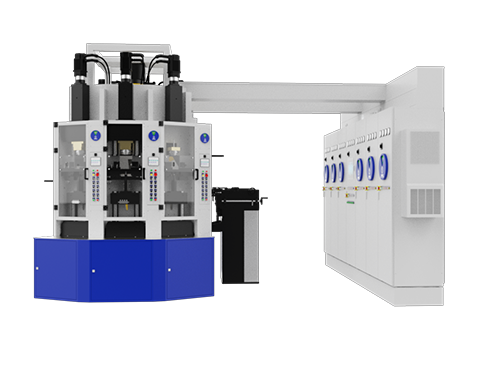
2. Ražošanas līnijas izkārtojums:
Šešas elektroaploksnes mašīnas ir iekārtotas divos sektoros, simetriķi pa kreisi un pa labi, ar trīs mašīnām pa kreisi un trīs pa labi. Elektroaploksnes darbvirsmas ir vērstas uz āru. Robots ir novietots sektoru centros, ko izmanto, lai ielādētu un atlaistu elektroaploksnes mašīnas. Ielādes kastes ir novietotas starp abiem sektoriem. Tas veido riņķi no šestām elektroaploksnes mašīnām, viena spiedēja un divām ielādes kastēm, ar robotu, kas atrodas riņķa centrā.
Elektroaploksne:
Spraugas centrēšana
Automātiska anvila nulles pieskaišana
50KVA divfāzis transformators, bezkrājuma strāva <0.2A
Nobīdes novēršanas iekārtas aprīkots
Aprīkots ar priekšsegūšanas sagriešanu, stieglu segūšanu, fiksētu garumu segūšanu, parametru segmentāciju un serva bumbu šrauta atgriešanos
Galvenais kontrole:
Parametru glabāšana
Darba gabalu skaitīšana
Līknes procesa displejs
Augstas un zemas temperatūras brīdinājumi
Darbības statusa displejs
Kļūdas gadījumā automātiska mašīnas atvienošana no tīkla
Mašīnu pievienošana un noņemšana tiešsaistē
Ielāde:
Magnētisks sirtums
Starpju sirtums
3. Darbības materiāls:
Plokšņa formas loma ir apļa veida, ar diametru ø5 līdz ø13, un izmēru tolerancija saskaņā ar ISO standartu h11.
Virsmas stāvoklis: Mazgāts, atkalots vai polēts, bez olieka stieņi.
Virsmas lieklums: Ra 2.5
Beidu virsmas stāvoklis: Stieņa beidzotā virsma ir jābūt gluda, plakana un bez oksidācijas. Beidzotā virsma ir jāizveido ar piemērotu šķēpienu.
Materiāls: Piemērots visiem stālīgo veidiem.
4. Ražotspēja:
Uzlaužšanas ātrums tieši ietekmē darba ciklu un izdevumu. Uzlaužšanas ātrums ir ierobežots materiāla aliejuma, stieņa diametra, stieņa virsmas stāvokļa, uzlaužšanas daļas formas un transformatora regulējuma spēka dēļ.
Stieņa diametrs: Ds = 8.7mm
Stieņa pilnais garums: L = 300mm
Neuzlauztā garums: k = 120mm
Palīgs laiks: t = 2s
Uzlauztā garums: L - k = 300 - 120 = 180mm
Piespiešanas ātrums: v = 12mm/s
Anvila ātrums: v = 2mm/s
Cikla laiks: Piespiešanas garums / (Piespiešanas ātrums - Anvila ātrums) + Palīglāiks = 180 / (12 - 2) + 5 = 23s













