
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Visão Geral
Investigação
Produtos relacionados
1. Processo Básico de Operação:
Hastes qualificadas são selecionadas do depósito na caixa de carregamento. O robô de carregamento transporta as hastes para a máquina de forjamento elétrico, onde o forjamento elétrico é iniciado. Após a conclusão do forjamento elétrico, o robô de descarregamento remove-as e as coloca na prensa para forjamento, produzindo finalmente uma peça bruta de válvula. O sistema de controle principal coordena essas ações de maneira ordenada e contínua.
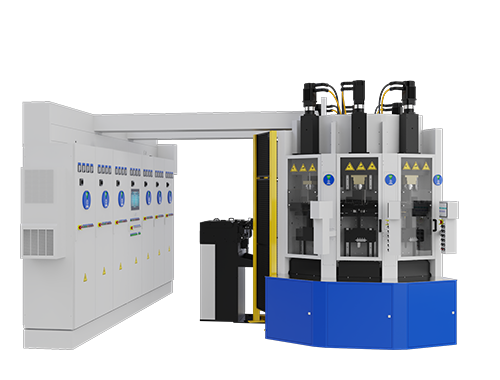
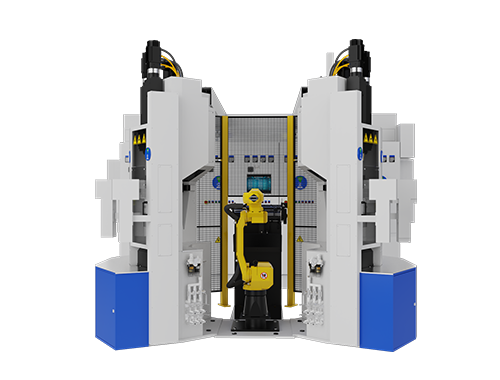
2. Disposição da Linha de Produção:
Seis máquinas de forjamento elétrico estão dispostas em dois setores, simetricamente à esquerda e à direita, com três máquinas à esquerda e três à direita. As superfícies de trabalho das máquinas de forjamento elétrico ficam voltadas para fora. Um robô é colocado no centro dos setores, usado para carregar e descarregar as máquinas de forjamento elétrico. As caixas de carga são colocadas nas lacunas entre os dois setores. Isso forma um círculo com seis máquinas de forjamento elétrico, uma prensa e duas caixas de carga, com o robô localizado no centro do círculo.
Forjamento Elétrico:
Centralização por morsa
Zeragem automática da bigorna
transformador trifásico de 50KVA, corrente de no-load <0,2A
Equipado com dispositivo anti-curvatura
Equipado com pré-aquecimento para forjamento, aquecimento de haste, forjamento de comprimento fixo, segmentação de parâmetros e retorno de rosca de bola servo
Controle Principal:
Armazenamento de parâmetros
Contagem de peças
Exibição do processo de curva
Alarmes de alta e baixa temperatura
Exibição do status de trabalho
Desligamento automático offline da máquina de forgeamento
Adição e remoção online das máquinas de forgeamento
Carregamento:
Classificação magnética
Classificação por rebarba
3. Material da peça:
A forma da seção transversal é circular, com diâmetro de ø5 a ø13, e tolerância dimensional de acordo com o padrão ISO h11.
Condição de superfície: Barras sem óleo, frias, descascadas ou polidas.
Rugosidade da superfície: Ra 2.5
Condição da superfície final: A superfície final da vareta deve ser lisa, plana e livre de oxidação. A superfície final deve ter um chanfro adequado.
Material: Adequado para todos os tipos de aço.
produtividade:
A velocidade de alargamento afeta diretamente o ciclo de trabalho e a produção. A velocidade de alargamento é limitada pela liga do material, diâmetro da vareta, condição da superfície da vareta, forma da parte alargada e potência de ajuste do transformador.
Diâmetro da vareta: Ds = 8,7mm
Comprimento total da vareta: L = 300mm
Comprimento não alargado: k = 120mm
Tempo auxiliar: t = 2s
Comprimento alargado: L - k = 300 - 120 = 180mm
Velocidade de deformação: v = 12mm/s
Velocidade do lastro: v = 2mm/s
Tempo de ciclo: Comprimento de deformação / (Velocidade de deformação - Velocidade do lastro) + Tempo auxiliar = 180 / (12 - 2) + 5 = 23s













