
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Обзор
Запрос
Связанные продукты
1. Основной процесс операции:
Из бункера загрузочного ящика отбираются подходящие стержни. Загрузочный робот доставляет стержни на электрическую машину для расширения, где начинается электрическое расширение. После завершения расширения разгрузочный робот удаляет их и помещает в пресс для ковки, в результате чего получается заготовка клапана. Главная система управления координирует эти действия последовательно и непрерывно.
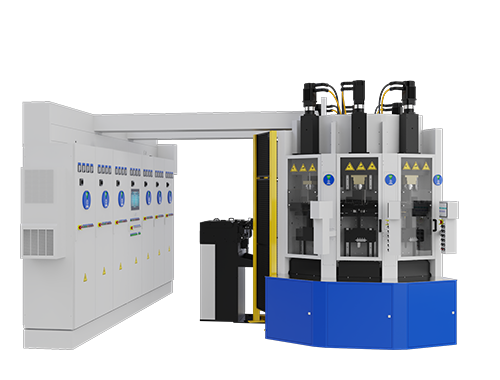
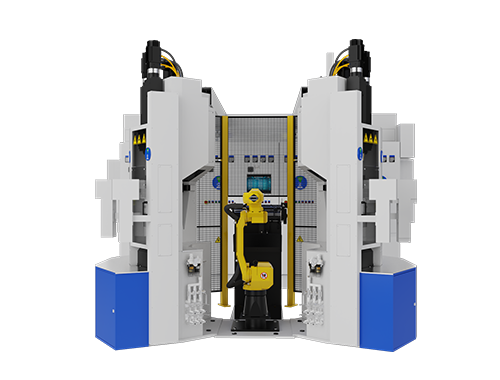
2. Размещение производственной линии:
Шесть электрических машин для укорочения расположены в двух секторах, симметрично слева и справа, по три машины с каждой стороны. Рабочие поверхности машин для укорочения направлены向外. Робот размещен в центре секторов и используется для загрузки и выгрузки машин для укорочения. Ящики для загрузки размещаются в промежутках между двумя секторами. Таким образом, образуется круг, состоящий из шести машин для электрического укорочения, одного пресса и двух ящиков для загрузки, с роботом, расположенным в центре круга.
Электрическое укорочение:
Центрирование зажима
Автоматическая индикация нуля наковальни
трансформатор двухфазный на 50 КВА, ток холостого хода <0.2A
Комплектуется устройством против изгиба
Комплектуется предварительным нагревом для укорочения, нагревом стержня, фиксированной длиной укорочения, сегментацией параметров и возвратом с помощью сервопривода с шариковой резьбой
Основной контроль:
Хранение параметров
Подсчет изделий
Отображение процесса кривой
Сигналы тревоги при высокой и низкой температуре
Отображение рабочего состояния
Автоматическое отключение при неисправности машины
Онлайн-добавление и удаление машин для уплотнения
Загрузка:
Магнитная сортировка
Зачистка фасок
3. Материал заготовки:
Поперечное сечение имеет круглую форму, с диаметром от ø5 до ø13, с размерными допусками согласно стандарту ISO h11.
Состояние поверхности: Холоднотянутые, очищенные или полированные стержни без масла.
Шероховатость поверхности: Ra 2.5
Состояние торцевой поверхности: Поверхность торца стержня должна быть гладкой, ровной и не иметь окисления. Торцевая поверхность должна иметь правильную фаску.
Материал: Подходит для всех типов стали.
4. Производительность:
Скорость расширения непосредственно влияет на цикл работы и выход продукции. Скорость расширения ограничена сплавом материала, диаметром стержня, состоянием поверхности стержня, формой расширенной части и мощностью регулировки трансформатора.
Диаметр стержня: Ds = 8.7мм
Полная длина стержня: L = 300мм
Длина без расширения: k = 120мм
Вспомогательное время: t = 2с
Длина расширения: L - k = 300 - 120 = 180мм
Скорость распрессовки: v = 12мм/с
Скорость наковальни: v = 2мм/с
Время цикла: Длина распрессовки / (Скорость распрессовки - Скорость наковальни) + Вспомогательное время = 180 / (12 - 2) + 5 = 23с













