
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Pregled
Upit
Povezani proizvodi
1. Osnovni operativni proces:
Kvalifikovane šipke se biraju iz magazina u kutiji za učitavanje. Robot za učitavanje prenosi šipke na elektrošok mašinu, gde počinje proces elektrošoka. Nakon što je elektrošok završen, robot za ispuštanje uklanja ih i stavlja u lisu za forge, proizvodeći na kraju vratilo. Glavni kontrolni sistem koordinira ove akcije redosledno i neprekidno.
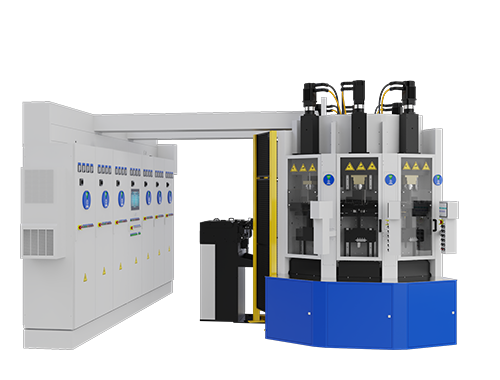
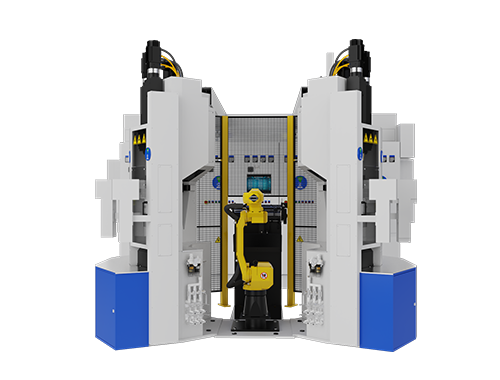
2. Raspoloženje proizvodnje linije:
Šest elektrošok mašina raspoređeno je u dva sektora, simetrično levo i desno, sa tri mašine na levoj i tri na desnoj strani. Radne površi elektrošok mašina su usmerene nagore. Robot je postavljen u sredini sektora i služi za učitavanje i ispuštanje elektrošok mašina. Kutije za učitavanje su postavljene u razmake između dva sektora. Ovo čini krug sa šest elektrošok mašina, jednom lisom i dve kutije za učitavanje, sa robotom koji je smešten u sredini kruga.
Elektrošok:
Centriranje šipke
Automatsko podešavanje na nulu za anvil
50KVA dvostruki transformator, prazni tok <0.2A
Opremljen uređajem protiv savijanja
Sopstveno opremljen pregrevačem za uperivanje, grejanje čevelja, fiksno dužinsko uperivanje, segmentacija parametara i servo loptasta vratnog šrafa
Glavna upravljanja:
Čuvanje parametara
Brojanje radnih delova
Prikaz procesa krive
Alarmi za visoke i niske temperature
Prikaz statusa rada
Automatsko isključivanje mašine za štampanje prilikom greške
Dodatak i uklanjanje mašina za štampanje u radu
Učitavanje:
Magnetno sortiranje
Sortiranje po nametima
3. Materijal radnog dela:
Presjek je kružnog oblika, sa prečnikom od ø5 do ø13, a tolerancija dimenzija po ISO standardu h11.
Stanje površine: Hladno vučeni, oškoljeni ili polirani šipovi bez ulja.
Ravnanost površine: Ra 2.5
Stanje krajućeg površina: Površina šipa mora biti glatka, ravna i slobodna od oksidacije. Krajuća površina treba imati odgovarajući namet.
Materijal: Odgovarajući za sve vrste ocele.
4. Produktivnost:
Brzina upretanja izravno utiče na radni ciklus i izlaznu kapacitetu. Brzina upretanja ograničena je alom materijala, prečnikom čelika, stanjem površine čelika, oblikom dela za upretanje i prilagođenom snagom transformatora.
Prečnik čelika: Ds = 8.7mm
Ukupna dužina čelika: L = 300mm
Dužina bez upretanja: k = 120mm
Pomoćno vreme: t = 2s
Dužina upretanja: L - k = 300 - 120 = 180mm
Brzina upretanja: v = 12mm/s
Brzina štampa: v = 2mm/s
Vreme ciklusa: Dužina nagibanja / (Brzina nagibanja - Brzina anvice) + Pomoćno vreme = 180 / (12 - 2) + 5 = 23s













