
 TL
TL
 EN
EN AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Panimula
Pagsusuri
Kaugnay na Mga Produkto
1. Basikong Proseso ng Operasyon:
Nai-pick ang mga kwalipikadong bar mula sa hopper sa loob ng loading box. Ibinibigay ng loading robot ang mga bar patungo sa electric upsetting machine, kung saan nagsisimula ang electric upsetting. Pagkatapos mukhang natapos na ang electric upsetting, aalisin nila ito at ilalagay sa press para sa pag-form, dumarating sa isang valve blank. Ang pangunahing kontrol system ay nagkoordinata ng mga kilos na ito nang may wastong at tuloy-tuloy na pamamaraan.
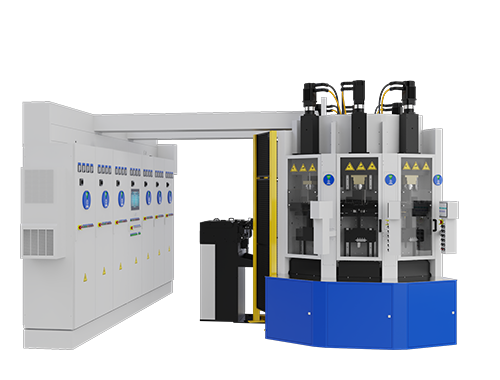
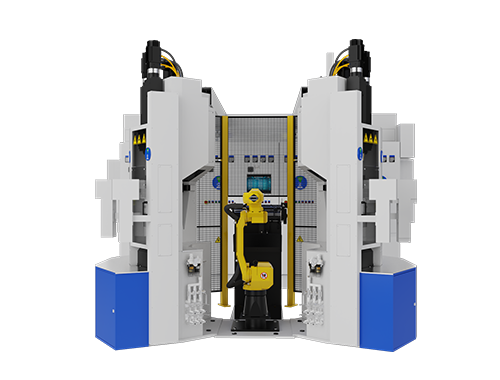
2. Lay-out ng Production Line:
Ang anim na elektro pang-upsetting na makina ay ilaro sa dalawang sektor, simetriko sa kaliwa at kanan, may tatlong makina sa kaliwa at tatlo sa kanan. Ang mga trabahong ibabaw ng elektro upsetting ay papanood ang panlabas. Inilagay ang isang robot sa gitna ng mga sektor, na ginagamit para sa pagloload at pag-uunlad ng mga elektro pang-upsetting na makina. Ang mga loading box ay inilalagay sa mga espasyo sa pagitan ng dalawang sektor. Ito ay bumubuo ng isang bilog na may anim na elektro pang-upsetting na makina, isang press, at dalawang loading box, na nasa gitna ng bilog ang robot.
Elektro Upsetting:
Pagsentro ng clamp
Awtomatikong pagpapawis ng anvil
50KVA dalawang-fase na transformer, walang-load na kurrente <0.2A
May kasamang anti-bending device
May kasamang preheating para sa upsetting, heating ng rod, fixed-length upsetting, parameter segmentation, at servo ball screw return
Pangunahing Kontrol:
Pag-iimbak ng parameter
Paghahanap ng produkto
Pamprosesong display ng kurba
Mga alarm para sa mataas at mababang temperatura
Pamantayan ng katayuan ng trabaho
Awtomatikong pag-uoffline kapag may problema sa makina
Paggagamit online ng pagdaragdag at pag-aalis ng mga makina
Pagsisimba:
Pagselekta ng magnetismo
Pagselekta ng chamfer
3. Materyales ng produkto:
Ang anyo ng kroswissyon ay bilog, may diyametro na ø5 hanggang ø13, at dimensional tolerance ay ayon sa ISO standard h11.
Katayuan ng ibabaw: Mula sa cold-drawn, tinanggal ang balat, o nilapatang walang langis na bar.
Katigasan ng ibabaw: Ra 2.5
Katayuan ng ibabaw sa dulo: Kinakailangang mabuti at patuloy ang ibabaw ng dulo ng tugtugan, libreng oksidasyon. Dapat may wastong chamfer ang ibabaw ng dulo.
Materyales: Angkop para sa lahat ng uri ng bakal.
produktibidad:
Ang bilis ng pag-upset ay direkta nang nakakaapekto sa siklo ng trabaho at output. Limitado ang bilis ng pag-upset sa pamamagitan ng alloy ng materyales, diyametro ng tugtugan, katayuan ng ibabaw ng tugtugan, anyo ng bahaging inuupset, at pwersa ng pag-adjust ng transformer.
Diyametro ng tugtugan: Ds = 8.7mm
Buong haba ng tugtugan: L = 300mm
Haba na hindi inuupset: k = 120mm
Pantulong na oras: t = 2s
Haba ng pag-upset: L - k = 300 - 120 = 180mm
Bilis ng pagkakabulok: v = 12mm/s
Bilis ng Anvil: v = 2mm/s
Oras ng siklo: Habang ng Pagkakabulok / (Bilis ng Pagkakabulok - Bilis ng Anvil) + Tambaking Oras = 180 / (12 - 2) + 5 = 23s













