
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Ikki robot tomonidan boshqariladigan olti stantsiyali klapan formalash ishlab chiqarish matritsa
Asosiy ma'lumot
So'rov
Ular bilan bog'liq mahsulotlar

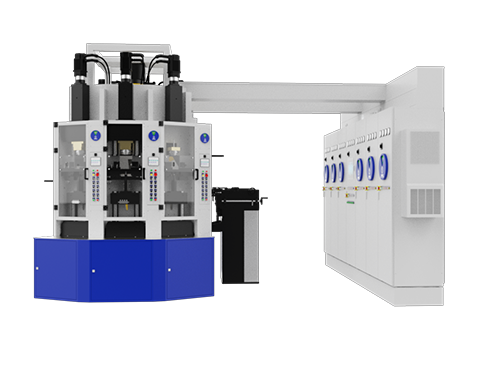

1. Asosiy ishlash jarayoni:
Kvalifikatsiya qabul qilinadigan shakllar yuklanish qutusidagi hopperdan tanlangan. Yuklanish roboti shakllarni elektrik orqali sinchirish mashinigacha yetkazadi, bunda elektrik orqali sinchirish boshlanadi. Elektrik orqali sinchirish tugagandan so'ng, bo'shatish robotlari ularni olib, shakllarni forgash uchun pressga joylashtiradi va nihoyatda valv qattiqini ishlab chiqaradi. Asosiy boshqaruvi tizimi buyruqlarni tartibda va davom etuvchi ravishda koordinatsiya qiladi.
2. Ishlab chiqarish chiziqli rasmi:
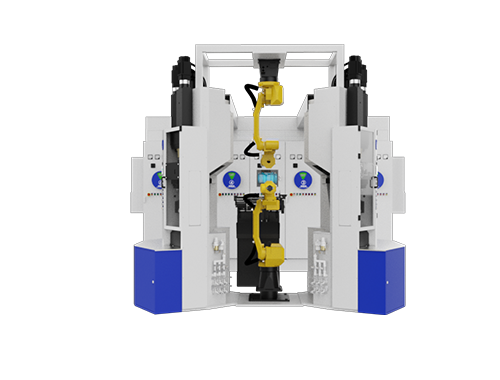
Uchta elektrik orqali sinchirish mashinalari chap yon va o'ng yon tomonidan ikki sektor ichida simmetrik ravishda joylashtirilgan: chap tomondagi uchta va o'ng tomondagi uchta mashina. Elektrik orqali sinchirish ish jadvali tashqi tomonga yo'naltirilgan. Sektorlar markazida yuklash va bo'shatish uchun elektrik orqali sinchirish mashinalarini boshqarish uchun robot joylashtirilgan. Yuklanish qutulari ikki sektor orasidagi bo'sh joylarda joylashtirilgan. Ushbu joylashuvda bir doira ichida tortta elektrik orqali sinchirish mashinasi, bitta press va ikkita yuklanish qutusu joylashtirilgan, robot esa doiraning markazida joylashgan.
Elektrik orqali sinchirish:
Shliht markazlashtirish
Avtomatik nolga qaytarish
50KVA ikki-fazali trafo, yuksiz to'qim <0.2A
O'tkirniqni oldini olish uchun qurilgan
Oldindan ishlanish uchun yopish, shakl ishlatish, sabit uzunlikdagi shakl ishlatish, parametr segzintilari va servodaromadli bol'screw qaytishi uchun tayyorlangan
Asosiy boshqaruvida:
Parametr saqlash
Ish materiali sanash
Krivaya jarayon ko'rsatuvchi
Yuqori va past temperaturalar orqali ogohlantirish
Ish holati korsatiladi
Xato bo'lganda mashina avtomatik ravishda onlayn dan chiqadi
Upsetting mashinalarini onlaynga qo'shish va olib tashlash
Yuklash:
Magnitli tartiblov
Chamfer tartiblov
3. Ish materiali:
Kesimning shakli aylana ko'rinishida, diametri ø5 dan ø13 gacha va o'lchovlar to'plami ISO standarti bo'yicha h11.
Sirt holati: Sovuq shirinlangan, qisqartilgan yoki moyangansiz polirovlangan chirinchalar.
Sirt asperitasi: Ra 2.5
Uchki sirt holati: Chirincha uchki sirti turli xil oxidatsiyadan bo'sh, yetarlicha chamfer bilan yetkazilishi kerak.
Material: Barcha turdagi tellar uchun muvofiqlashtirilgan.
4. Ehtiyojlik:
Chaqirish tezligi ish tsikli va chiqimni to'g'ri roqobatda turishi mumkin. Chaqirish tezligi materialning alloydan, chirak diametridan, chirak sirt holati, chaqirish qismining shakli va transformator tashqi quvvati tomonidan cheklanadi.
Chirak diametri: Ds = 8.7mm
Chirak butun uzunligi: L = 300mm
Chaqirilmagan uzunlik: k = 120mm
Yordamchi vaqt: t = 2s
Chaqirilgan uzunlik: L - k = 300 - 120 = 180mm
Chaqirish tezligi: v = 12mm/s
Anvil tezligi: v = 2mm/s
Tsikl vaqti: Qarama-qarshi uzunlik \/ (Qarama-qarshi tezligi - Anvil tezligi) + Yordamchi vaqt = 180 \/ (12 - 2) + 5 = 23s













