
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Geniş Bakış
Sorğu
Əlaqəli məhsullar
1. Əsas işleyiş prosesi:
Yuğurucu qutusundaki hopper-dən sertifikasiya alınmış çubuqlar seçilir. Yükləmə robotu çubuqları elektrikli ürək makinəsinə çatdırır, burada elektrikli ürək başlayır. Elektrikli ürək bitdikdən sonra, boşaltma robotu onları götürür və onları formlama maşınına yerləşdirir, nəticədə bir vəlvə semi-produktı yaradır. Əsas idarəetmə sistemi bu fiilləri sırası ilə və təkrarlanıb şəkildə koordinasiya edir.
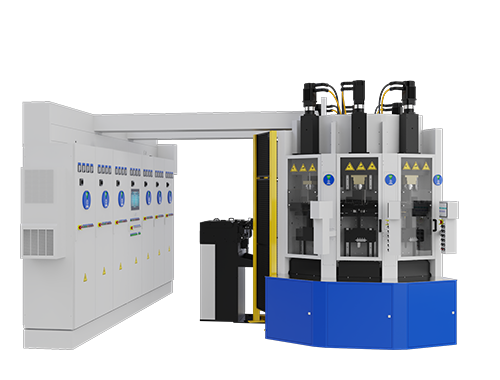
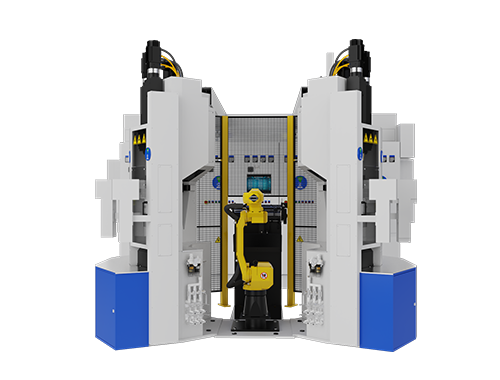
2. İstehsal xətti quruluşu:
Altı elektrikli şişme makinasi iki sektorda, solda ve sağda simmetrik olaraq yerləşdirilir, solda üç makina və sağda üç makina var. Elektrikli şişme iş səthləri xariciya dönülür. Robot iki sektorun ortasına yerləşdirilir və elektrikli şişme makinalarını yükləmək və boşaltmaq üçün istifadə olunur. Yükləmə qutuları iki sektor arasındakı boşluqlara yerləşdirilir. Bu, altı elektrikli şişme makinası, bir pres və iki yükləmə qutusu ilə, robot da dairənin ortasında olan bir dairə forması yaradır.
Elektrikli Şişme:
Şaquli mərkəzləndirmə
Anvilin avtomatik sıfırlanması
50KVA iki fazlı trafo, yüksüz cürənt <0.2A
Qovuşma qarşılaşdırıcı ilə donatılıb
Şişmə üçün ısılmaqla donatılmış, çubuq ısınması, sabit uzunluqlu şişmə, parametr segmentləri və servo kürpə skrew geri dönüşü ilə donatılmışdır
Əsas idarəetmə:
Parametr saxlanması
İş parçalarının sayımı
Qrafik prosesi göstərici
Yüksək və aşağı temperatur sinyalları
İş statusu göstərici
Xəta baş verəndə maşın avtomatik offline rejimində işləyir
Maşınların online əlavə edilməsi və silinməsi
Yükləmə:
Magnetli sıralama
Çamfer sıralama
3. İş malerialı:
Kesit forması dairə状 olup, çapı ø5-dən ø13-ə qədərdir və ölçülərin toleransı ISO standartına uyğun h11-dir.
Səth vəziyyəti: Soğuq çekilmiş, soyulmuş və ya yağsız polirov edilmiş çubuqlar.
Səth asperiteti: Ra 2.5
Son səth vəziyyəti: Çubuğun son səthi ümumiləşmiş olmalı, düz və oksidasiyadan azad olmalıdır. Son səthin uygun bir qayma olmalıdır.
Material: Bütün növ çərçivələr üçün uyğundur.
4. Productivlik:
Yüksək sürət doğrudan iş çevrimini və çıxışı təsirləyir. Yüksək sürət material alüyansı, çubuq diametri, çubuq səth vəziyyəti, yüksəkləşdirilən hissənin forması və trafo ayarlama gücündən asılıdır.
Çubuq diametri: Ds = 8.7mm
Çubuq tam uzunluğu: L = 300mm
Yüksəkləşdirməsiz uzunluq: k = 120mm
Köməkçi vaxt: t = 2s
Uzunluq azalması: L - k = 300 - 120 = 180mm
Azalma sürəti: v = 12mm/s
Əsas sürəti: v = 2mm/s
Dövr vaxtı: Azalma uzunluq / (Azalma sürəti - Əsas sürəti) + Köməkçi vaxt = 180 / (12 - 2) + 5 = 23s













