
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Преглед
Запитване
Свързани продукти
1. Основен операционен процес:
Отбранени квалифицирани пръти се избират от баклажана в заредната кутия. Заредният робот доставя прътите до електрическата машина за уплъстяване, където започва уплъстяването. След като уплъстяването приключи, разтоварващият робот ги премахва и ги поставя в преса за коване, което накрая произвежда клапанен полуфабрикат. Главната контролна система координира тези действия в уреден и непрекъснат начин.
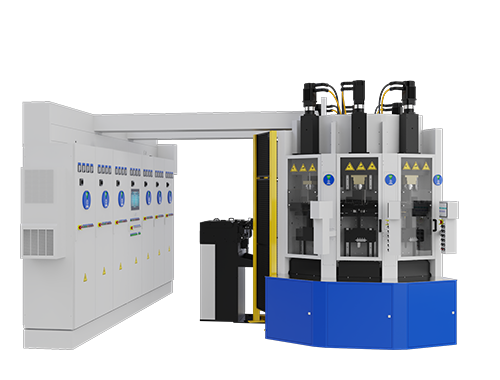
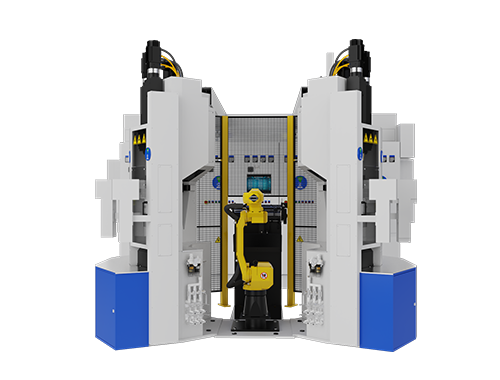
2. Диспозиция на производствения линей:
Шест електрически машини за уплъщване са разположени в две сектора, симетрично отляво и отдясно, с по три машини от всяка страна. Работните повърхности на машините за уплъщване са насочени навън. Робот е поставен в центъра на секторите и се използва за зареждане и изваждане на машините за уплъщване. Касите за зареждане са поставени в празнините между двете сектора. Това образува кръг с шест електрически машини за уплъщване, един прес и две каси за зареждане, с робота, поставен в центъра на кръга.
Уплъщване:
Центриране на зажим
Автоматично нулиране на подравна
50KVA двufазен трансформатор, ток без нагружене <0.2A
Оснащена с устройство срещу изкривяване
Оснащена с предварително подгряване за уплъщване, подгряване на стержен, уплъщване с фиксирана дължина, сегментация на параметрите и връщане с сервомеханизъм и витков винт
Главно управление:
Запазване на параметри
Броене на детайли
Показване на кривата на процеса
Аларми за висока и ниска температура
Показване на работния статус
Автоматично изключване при грешка на машината за формиране
Добавяне и премахване на машини за формиране онлайн
Зареждане:
Магнитно сортиране
Сортиране по хамфите
3. Материал на деталта:
Пресечната форма е кръгълa, с диаметър от ø5 до ø13, а толерансите съответстват на ISO стандарт h11.
Повърхностно състояние: Хладно теглено, очистено или полирани безмазни стержи.
Повърхностна грубост: Ra 2.5
Състояние на края: Повърхността на края на прът трябва да е гладка, равна и без окисяване. Повърхността на края трябва да има подходящо фасетиране.
Материал: Подходящ за всички видове оцел.
4. Производителност:
Скоростта на уплъстване直接影响 production цикъл и изход. Скоростта на уплъстване е ограничена от сплава на материала, диаметър на пръта, състояние на повърхността на пръта, форма на частта за уплъстване и мощност на регулирането на трансформатора.
Диаметър на пръта: Ds = 8.7mm
Обща дължина на пръта: L = 300mm
Дължина без уплъстване: k = 120mm
Вспомогателно време: t = 2с
Дължина на уплъстване: L - k = 300 - 120 = 180mm
Нарушаваща скорост: v = 12мм/с
Скорост на наковала: v = 2мм/с
Време на цикъл: Дължина на нарушаяне / (Нарушаваща скорост - Скорост на наковала) + Вспомогателно време = 180 / (12 - 2) + 5 = 23с













