
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Übersicht
Anfrage
Verwandte Produkte
1. Grundlegender Arbeitsablauf:
Qualifizierte Stangen werden aus dem Füllbehälter im Ladeboxen ausgewählt. Der Laderoboter bringt die Stangen zum elektrischen Aufpressmaschine, wo das elektrische Aufpressen beginnt. Nachdem das elektrische Aufpressen abgeschlossen ist, entfernt der Entladeroboter sie und platziert sie in die Presse zur Schmiedung, wodurch letztendlich eine Rohling für Ventile entsteht. Das Hauptkontrollsystem koordiniert diese Aktionen in einer geordneten und kontinuierlichen Weise.
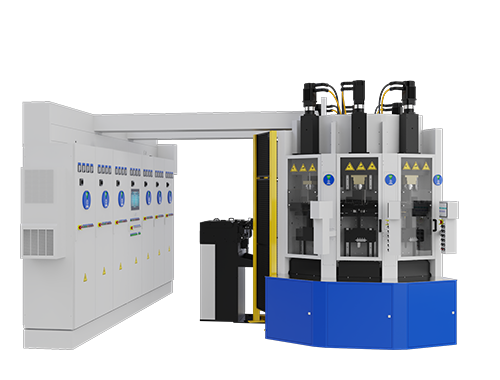
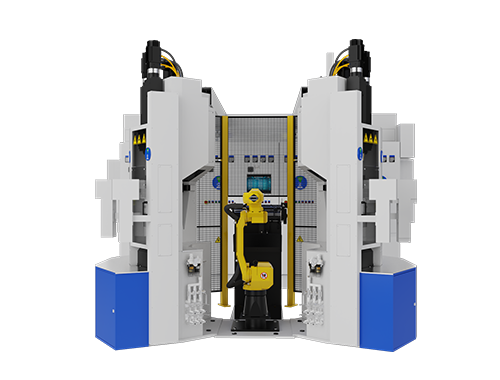
2. Produktionslinieneinrichtung:
Sechs elektrische Aufprellmaschinen sind in zwei Sektoren angeordnet, symmetrisch links und rechts, mit je drei Maschinen auf der linken und rechten Seite. Die Arbeitsflächen der elektrischen Aufprellmaschinen sind nach außen gerichtet. Ein Roboter wird im Zentrum der Sektoren positioniert und wird zur Beladung und Entladung der elektrischen Aufprellmaschinen verwendet. Die Füllboxen werden in den Lücken zwischen den beiden Sektoren platziert. Dadurch entsteht ein Kreis mit sechs elektrischen Aufprellmaschinen, einer Presse und zwei Füllboxen, wobei der Roboter sich im Zentrum des Kreises befindet.
Elektrisches Aufprellen:
Schraubstockzentrierung
Automatische Nullsetzung der Welle
50KVA-Dreiphasentransformator, Leerlaufstrom <0,2A
Mit einem Biegschutzgerät ausgestattet
Mit Vorheizung für das Aufprellen, Stabheizung, fixlängiges Aufprellen, Parametersegmentierung und Servoballgewinderegreso ausgerüstet
Hauptsteuerung:
Parameter Speicherung
Teilstückzählung
Kurvendisplay-Prozess
Hoch- und Tieftemperatur-Alarmanlagen
Arbeitsstatusanzeige
Fehlerhaftes Presswerk automatisch offline nehmen
Online-Hinzufügen und -Entfernen von Presswerken
Beladen:
Magnetisches Sortieren
Fase-sortieren
3. Werkstoff des Bauteils:
Der Querschnitt ist kreisförmig, mit einem Durchmesser von ø5 bis ø13 und einer Maßtoleranz gemäß ISO-Standard h11.
Oberflächenzustand: Kaltgezogen, geschält oder öl.freie polierte Stangen.
Oberflächenrauheit: Ra 2,5
Endflächenzustand: Die Stabendfläche muss glatt, eben und frei von Oxidation sein. Die Endfläche sollte einen richtigen Fase haben.
Material: Geeignet für alle Arten von Stahl.
4. Produktivität:
Die Verdichtungsgeschwindigkeit beeinflusst den Arbeitszyklus und die Ausgabe direkt. Sie wird durch das Werkstofflegierung, den Stabdurchmesser, den Staboberflächenzustand, die Form des Verdichtungsstücks und die Transformatorregelung begrenzt.
Stabdurchmesser: Ds = 8,7mm
Stabgesamtlänge: L = 300mm
Nichtverdichtete Länge: k = 120mm
Nebenzeit: t = 2s
Verdichtete Länge: L - k = 300 - 120 = 180mm
Auflaufgeschwindigkeit: v = 12mm/s
Amboss Geschwindigkeit: v = 2mm/s
Zykluszeit: Auflauflänge / (Auflaufgeschwindigkeit - Amboss Geschwindigkeit) + Hilfszeit = 180 / (12 - 2) + 5 = 23s













