
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Resumen
Consulta
Productos relacionados

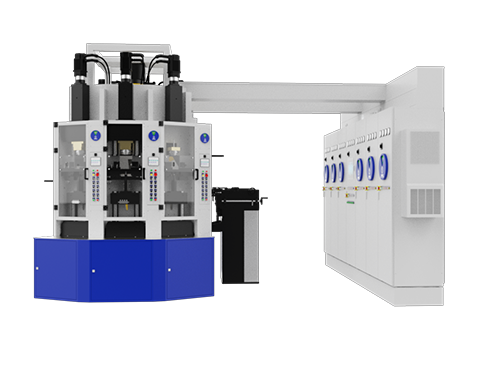

1. Proceso Básico de Operación:
Se seleccionan varillas calificadas del contenedor en la caja de carga. El robot de carga transporta las varillas a la máquina de forjado eléctrico, donde comienza el forjado eléctrico. Una vez completado el forjado eléctrico, el robot de descarga las retira y las coloca en la prensa para forjar, produciendo finalmente una pieza en bruto de válvula. El sistema de control principal coordina estas acciones de manera ordenada y continua.
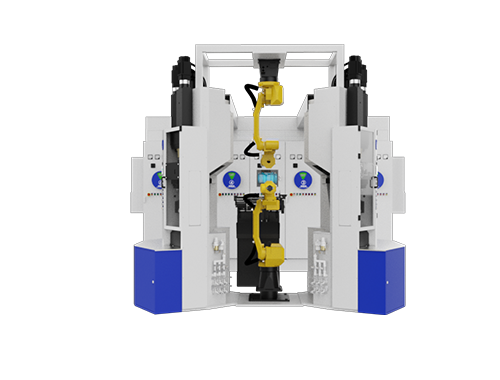
2. Diseño de la Línea de Producción:
Seis máquinas de forjado eléctrico están dispuestas en dos sectores, simétricamente a la izquierda y a la derecha, con tres máquinas a la izquierda y tres a la derecha. Las superficies de trabajo de las máquinas de forjado eléctrico miran hacia afuera. Un robot está colocado en el centro de los sectores, que se utiliza para cargar y descargar las máquinas de forjado eléctrico. Las cajas de carga se colocan en los espacios entre los dos sectores. Esto forma un círculo con seis máquinas de forjado eléctrico, una prensa y dos cajas de carga, con el robot ubicado en el centro del círculo.
Forjado Eléctrico:
Centrado de la prensa
Alineación automática del yunque
transformador trifásico de 50KVA, corriente en vacío <0.2A
Equipado con un dispositivo anti-flexión
Equipado con precalentamiento para el forjado, calentamiento de varillas, forjado de longitud fija, segmentación de parámetros y retorno con tornillo sin fin servogestionado
Control Principal:
Almacenamiento de parámetros
Cuenta piezas
Visualización del proceso de curva
Alarmas de temperatura alta y baja
Visualización del estado de trabajo
Apagado automático de la máquina de forjado en línea
Adición y eliminación en línea de máquinas de forjado
Carga:
Clasificación magnética
Clasificación por desbaste
3. Material de la pieza:
La forma de la sección transversal es circular, con un diámetro de ø5 a ø13, y tolerancia dimensional según el estándar ISO h11.
Condición de superficie: Varillas sin aceite, frías, peladas o pulidas.
Rugosidad de la superficie: Ra 2.5
Condición de la superficie final: La superficie final de la varilla debe ser lisa, plana y libre de oxidación. La superficie final debe tener un bisel adecuado.
Material: Apto para todos los tipos de acero.
productividad:
La velocidad de abultamiento afecta directamente el ciclo de trabajo y la producción. La velocidad de abultamiento está limitada por la aleación del material, el diámetro de la varilla, la condición de la superficie de la varilla, la forma de la parte abultada y el ajuste de potencia del transformador.
Diámetro de la varilla: Ds = 8,7mm
Longitud total de la varilla: L = 300mm
Longitud sin abultar: k = 120mm
Tiempo auxiliar: t = 2s
Longitud de abultamiento: L - k = 300 - 120 = 180mm
Velocidad de deformación: v = 12mm/s
Velocidad del yunque: v = 2mm/s
Tiempo de ciclo: Longitud de deformación / (Velocidad de deformación - Velocidad del yunque) + Tiempo auxiliar = 180 / (12 - 2) + 5 = 23s













