
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Apžvalga
Užklausa
Susijusios produktai
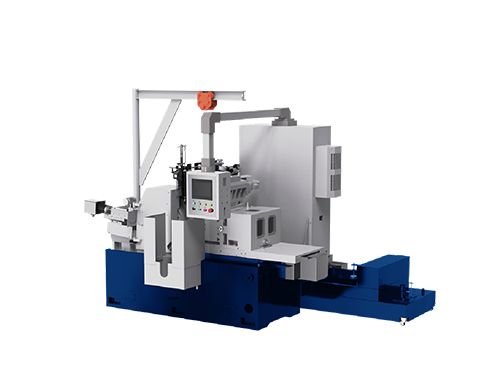
Įvadas
Centrinis smulkinimo aparatas tinka rūdų, pusiau rūdų ir rūdų vamzdžio šoniniam smulkinimui. Šis aukštos tikslumo centrinis smulkinimo aparatas turi viso 5 ašių, yra apjungtas su automatiniais pakrovimo ir iškrovimo mechanizmais, keičiant skirtingus smulkinimo krosius, galima pasiekti skirtingą tikslumo lygį.
Aparato konstrukcija ir savybės
1) Grindinio valtis priekinės ir galinės palaikomos visose aukštai tiksliai sukantios jysenos struktūrose. Ak virimo konverteris naudojamas motoriui valdyti automatiniu segmentiniu greičio keitimu, kad būtų pasiektas konstantus linijinis greitis. Didysis grindinio linijinis greitis 45m/s;
2) Vedamojo rato valtis: vedamojo rato priekinis ir galinis palaikymas su integruotu slenkstu virimo rinkeliu su vidiniu 1:10 konusu; Galinis palaikymas naudoja porą dvojų kampinio kontakto globulinių rinkelių radialiniam ir aksialiniam palaikymui, o tada naudoja išlyginimo globulinį rinkelį pagaliniam palaikymui, kuris turi gera tvirtuma. Ak virimo konverteris naudojamas motoriu valdyti siekiant nematomos greičio pakeitimo, o darbo greitis yra stabilus ir patikimas.
3) Vedamojo rato stalo patekimas vartojant serva varą ir globulinių švitų parą siekiant greito ir lėto patekimo bei mikro kompensacijos. Patekimo vadovas naudoja dvigubą V-formos jūklų rinkelių vadovą, turintį jautrią patekimą ir gera tvirtumą. Eilinis judesio tikslumas ≤0.002;
4) Diamanto rulo apdorojimo įrenginys: Apdorojimo įrenginio priežiūra yra varoma servomotoriumi, o globuliniu šonu valdomas apdorojimo kiekis ir kompensacijos kiekis. Sukamasis judėjimas yra varomas servomotoriumi ir globuliniu šonu, kurį galima reguliuoti be spalvų. Galima atlikti automatinę kompensaciją, skaičiavimo kompensaciją, sinchroninę kompensaciją, minimalus kompensacijos kiekis 0.001. Sukamasis pozicionavimo tikslumas ≤0.002;
5) Vedamojo rato apdorojimo įrenginys naudoja rankinę priežiūrą, reguliuojamas motorius veda apdorojimo judesį; Be spalvų greičio reguliavimas;
Specifikacijos parametras
| Gamybos tikslumas | Rūdymas (mm) | Pusgalio rūdymas (mm) | Glabimo rūdymas (mm) | |
| Apdorojimo norma | 0.1-0.15 | 0.03-0.05 | 0.01-0.03 | |
| Apvalumas | 0.01 | 0.005 | 0.003 | |
| Rūgštis | Ra1.2 | Ra0.8 | Ra0.3 | |
| Išilgėjimas | 0.01 | 0.005 | 0.003 | |
| Stiebo tolerancija | ±0,01 mm | ±0,005mm | ±0.003mm |













