
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Overzicht
Navraag
Gerelateerde producten

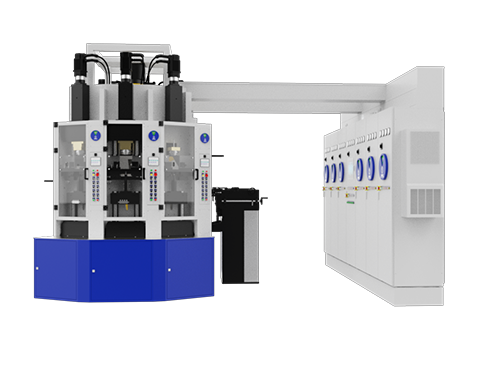

1. Basisbewerkingsproces:
Gekwalificeerde staven worden geselecteerd uit de hopper in de laadbox. De lade-robot brengt de staven naar de elektrische oplaafoven, waar het elektrisch opladen begint. Nadat het elektrisch opladen is voltooid, haalt de lossenrobot ze weg en plaatst ze in de pers voor het smeden, waardoor uiteindelijk een klepblank wordt geproduceerd. Het hoofdcontrolesysteem coördineert deze acties op een geordende en continue manier.
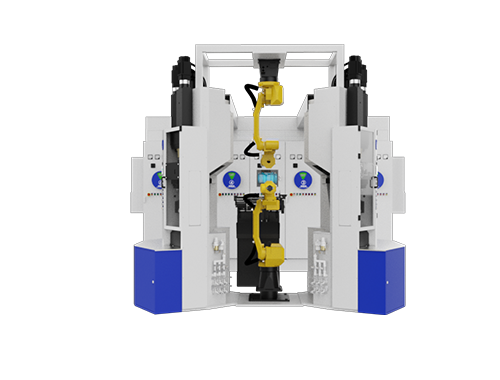
2. Productielijnindeling:
Zes elektrische upsetting-machines zijn gerangschikt in twee sectoren, symmetrisch links en rechts, met drie machines aan de linkerkant en drie aan de rechterkant. De werkoppervlakken van de elektrische upsetting-machines zijn naar buiten gericht. Een robot is geplaatst in het midden van de sectoren, die wordt gebruikt voor het laden en lossen van de elektrische upsetting-machines. De ladingdozen worden geplaatst in de ruimtes tussen de twee sectoren. Dit vormt een cirkel met zes elektrische upsetting-machines, één pers en twee ladingdozen, met de robot gelegen in het midden van de cirkel.
Elektrisch Upsetting:
Klemcentrering
Automatische nulling van de aambeeld
50KVA tweefasentransformator, ledigingsstroom <0.2A
Urustgerust met een anti-buigapparaat
Urustgerust met voorverwarming voor upsetting, staafverwarming, vast-lengte-upsetting, parametersegmentatie en servo balvisspier terugkeer
Hoofdcontrole:
Parameteropslag
Werkstuk tellen
Kromme procesweergave
Hoge en lage temperatuuralarmen
Werkstatusweergave
Storing machine automatisch offline
Online toevoegen en verwijderen van machines
Inladen:
Magnetische sortering
Afgeronde hoek sortering
3. Werkstukmateriaal:
De doorsnede is cirkelvormig, met een diameter van ø5 tot ø13, en afmetingstolerantie volgens ISO-norm h11.
Oppervlaktoestand: Kouddrukken, geschilderd of gepolijste olievrije staven.
Oppervlakgrofheid: Ra 2,5
Eindoppervlaktoestand: Het eindoppervlak van de staaf moet glad, vlak en vrij van oxidatie zijn. Het eindoppervlak moet een juiste afgeronde rand hebben.
Materiaal: Geschikt voor alle soorten staal.
productiviteit:
De opdrijfsnelheid beïnvloedt rechtstreeks de werkcyclus en de uitkomst. De opdrijfsnelheid wordt beperkt door het materiaallegio, de stafdiameter, de toestand van het stafoppervlak, de vorm van het opgedrukte deel en de transformatieraadpleging van de kracht.
Stafdiameter: Ds = 8,7mm
Stafvolledige lengte: L = 300mm
Niet-opgedrukte lengte: k = 120mm
Bijkomende tijd: t = 2s
Opdruklengte: L - k = 300 - 120 = 180mm
Verstorende snelheid: v = 12mm/s
Aambeeld snelheid: v = 2mm/s
Cyclusduur: Verstorende lengte / (Verstorende snelheid - Aambeeld snelheid) + Bijtijd = 180 / (12 - 2) + 5 = 23s













