
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Oversikt
Spørre
Relaterte produkter
Innledning
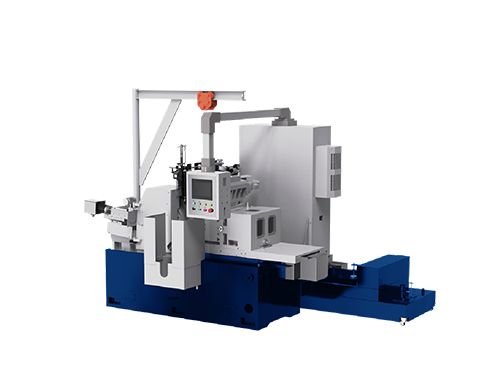
Sentrumslos sliffemaskin er hensiktsmessig for grovt sliff, halvfin sliff og fin sliff av ventilstang. Denne høy nøyaktighets sentrumslose sliffemaskinen har totalt 5 akser, utstyrt med automatisk inn- og utlastningsmekanisme, bytt ulike sliffestener for å oppnå forskjellige nøyaktighetsgraders sliff.
Maskinstrukturen og ytelse
1) For- og bakstøtter for sliffespindelen er alle bæringsstrukturer med høy rotasjonsnøyaktighet. Ac frekvensomformer brukes til å kontrollere motoren for å realisere automatisk segmentert hastighetsendring, for å oppnå konstant linjehastighet. Maksimal linjehastighet for sliffestein 45m/s;
2) Styringshjulsaksel: styringshjul foran og bakstøtte med integrert glidelager med innbyrdes kjegle på 1:10; Den bakre støtten bruker par av doble vinkelkontaktkulelager for radialsletting og aksetisk posisjonering, og bruker deretter justerbar kulelager for hjelpesletting, som har god stivhet. En AC-frekvensomformer brukes til å kontrollere motoren for å oppnå trinnvis hastighetsendring, og arbeidshastigheten er stabil og pålitelig.
3) Føringen av styringshjulrammen drives av servomotor og kulspindel for å oppnå rask og sakte føring og mikrokompensasjon. Føringsveiledningen bruker dobbelt V-formet neddre lager, med følsom føring og god stivhet. Retningsnøyaktighet av og til ≤0.002;
4) Diamontrullerdresser: Dresserføringen drives av en servo-motor og ballspindelen kontrollerer dressingmengden og kompensasjonsmengden. Den rekurserende bevegelsen drives av en servo-motor og ballspindelen kan justeres trinnløst. Kan fullføre automatisk kompensasjon, tellingkompensasjon, synkronkompensasjon, den minste kompensasjonsmengden 0.001. Rekurserende posisjonsnøyaktighet ≤0.002;
5) Veiledningshjul dresseret bruker manuell føring, hastighetsreguleringsmotor driver dressingbevegelsen; Trinnløs hastighetsregulering;
Spesifikasjonsparameter
| Maskeringsnøyaktighet | Råsliping (mm) | Halvferdigsliping (mm) | Ferdigsliping (mm) | |
| Bearbeidningsreserve | 0.1-0.15 | 0.03-0.05 | 0.01-0.03 | |
| Rundhet | 0.01 | 0.005 | 0.003 | |
| Råle | Ra1.2 | Ra0.8 | Ra0.3 | |
| Avvik i sirkelhet | 0.01 | 0.005 | 0.003 | |
| Toleranse for stolpe | ±0,01 MM | ±0.005mm | ±0.003mm |













