
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Oversikt
Spørre
Relaterte produkter
1. Grunnleggende driftsprosess:
Kvalifiserte staver plukkes fra hoppet i lastekassen. Lastebotenen leverer stavene til den elektriske oppsettmaskinen, hvor elektrisk oppsett starter. Når elektrisk oppsett er fullført, fjerner avlastningsroboten dem og plasserer dem i pressemaskinen for å gjøre forging, som resulterer i en ventilblankett. Hovedkontrollsystemet koordinerer disse handlingene på en systematisk og kontinuerlig måte.
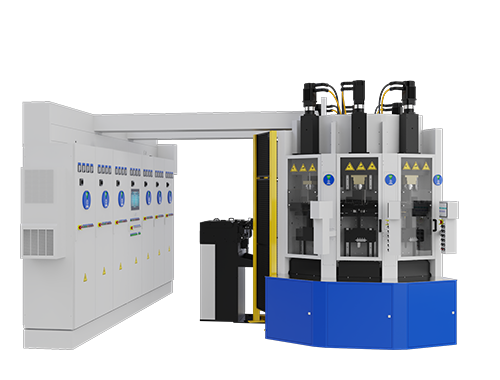
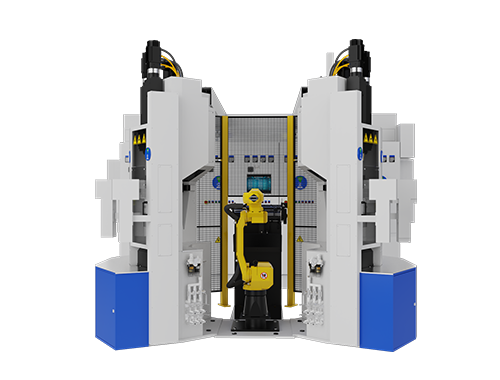
2. Produksjonslinjens oppsett:
Seks elektriske opptrykksmaskiner er organisert i to sektorer, symmetrisk til venstre og høyre, med tre maskiner på venstre side og tre på høyre side. Opptrykksoverflatene peker utvendig. En robot plasseres i midten av sektorene og brukes til å laste og avlaste opptrykksmaskinene. Lastekasse plasseres i mellomrommet mellom de to sektorene. Dette danner en sirkel med seks elektriske opptrykksmaskiner, én presse og to lastekasser, med roboten plassert i midten av sirkelen.
Elektrisk opptrykking:
Festmidtstilling
Automatisk nullstilling av anvil
50KVA tofases transformer, noloadstrøm <0.2A
Utstyrt med en krumningsforhindre
Utstyrt med forvarming for opptrykking, stavarving, fastlengdes opptrykking, parametersegmentering og servo kuletråd retur
Hovedkontroll:
Parameterlagring
Vareellering
Kurveprosessvisning
Høy og lav temperaturalarm
Arbeidsstatusvisning
Feiloppståringsmaskin automatisk avkobling
Online tillegg og fjerning av oppståringsmaskiner
Lasting:
Magnetisk sortering
Firkantet sortering
3. Arbeidsstoff:
Kjørsekjønnets form er sirkulær, med en diameter på ø5 til ø13, og dimensjonsnøyaktighet i overensstemmelse med ISO-standard h11.
Overflatestatus: Koldtrekk, peltet eller polert olje-fri stavar.
Overflate roughness: Ra 2.5
End overflate tilstand: Stålen end overflate må være glad, flat, og uten oxidasjon. End overflaten bør ha en passende firkant.
Materiale: Egnet for alle typer stål.
4. Produktivitet:
Formverkets hastighet påvirker direkte arbeids syklusen og utbytte. Formverkets hastighet er begrenset av materiale legeme, stang diameter, stang overflate tilstand, form av formdelen, og transformer justering kraft.
Stang diameter: Ds = 8.7mm
Stang full lengde: L = 300mm
Ikke formet lengde: k = 120mm
Hjelpetid: t = 2s
Form lengde: L - k = 300 - 120 = 180mm
Opprettholdningsfart: v = 12mm/s
Ankelhastighet: v = 2mm/s
Syklustid: Opprettholdningslengde / (Opprettholdningsfart - Ankelhastighet) + Hjelpetid = 180 / (12 - 2) + 5 = 23s













