
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Przegląd
Zapytanie
Powiązane Produkty
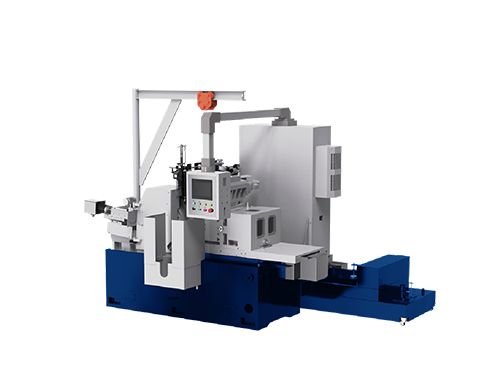
Wstęp
Maszyna do wypolerowania bezśrodkowego jest odpowiednia do grubego szlifowania, półdokładnego szlifowania i precyzyjnego szlifowania wałka zaworów. Ta wysokoprecyzyjna maszyna do wypolerowania bezśrodkowego ma łącznie 5 osi, wyposażona w mechanizm automatycznego ładowania i rozładunku, zmieniając różne koła szlifierskie, aby osiągnąć różną precyzję szlifowania.
Konstrukcja i wydajność maszyny
1) Przednie i tylne wsporniki wału koła szlifierskiego są wszędzie konstrukcjami łożyskowymi o wysokiej dokładności obrotowej. Używany jest przekształtnik częstotliwościowy AC do sterowania motorem w celu realizacji automatycznej segmentowej zmiany prędkości, aby osiągnąć stałą prędkość liniową. Maksymalna prędkość liniowa koła szlifierskiego 45m/s;
2) Walec kierunkowy: podpora przodniej i tylniej części koła kierunkowego z całościowym łożyskiem suwającym o wewnętrznej stożkowości 1:10; Tylna podpora używa par dwusiecznych łożysk kulowych o kątowym kontakcie do pozycjonowania promieniowego i osiowego, a następnie łożysk kulowych samowyrównujących się do wspomagającego wspierania, co zapewnia dobrą sztywność. Przekształtnica AC jest używana do sterowania motorem, aby osiągnąć bezstopniową zmianę prędkości, a prędkość robocza jest stabilna i niezawodna.
3) Podajnik ramy kierunkowej napędzany jest przez silnik serwowy i śrubę kulową, aby osiągnąć szybkie i wolne podawanie oraz mikrokompensację. Przewodnik podawania używa podwójnego V-kształtnego przewodnika wałkowego, z czułym podawaniem i dobrą sztywnością. Dokładność pozycjonowania wahadłowego ≤0.002;
4) Diamondowy ogładzacz wałków: Podawanie ogładzacza jest napędzane przez silnik serwowy, a wałek kulowy kontroluje ilość ogładzania i ilość kompensacji. Ruch wahadłowy jest napędzany przez silnik serwowy i wałek kulowy, który może być dostosowywany bezstopniowo. Może wykonywać automatyczną kompensację, kompensację liczącą, synchroniczną kompensację, minimalna ilość kompensacji wynosi 0,001. Dokładność pozycjonowania wahadłowego ≤0,002;
5) Ogładzacz przewodnika wałkowego stosuje podawanie ręczne, motor regulujący prędkość napędza ruch ogładzania; Regulacja bezstopniowa prędkości;
Parametry specyfikacji
| Dokładność obróbki | Toczne wstępne (mm) | Toczne półkońcowe (mm) | Toczne końcowe (mm) | |
| Rezerwa obróbkowa | 0.1-0.15 | 0.03-0.05 | 0,01-0,03 | |
| Okrągłość | 0.01 | 0.005 | 0.003 | |
| Roughness | Ra1,2 | Ra0.8 | Ra0,3 | |
| Wybieg | 0.01 | 0.005 | 0.003 | |
| Dopuszczenie na pręt | ±0,01mm | ±0,005mm | ±0.003mm |













