
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ

Przegląd
Zapytanie
Powiązane Produkty

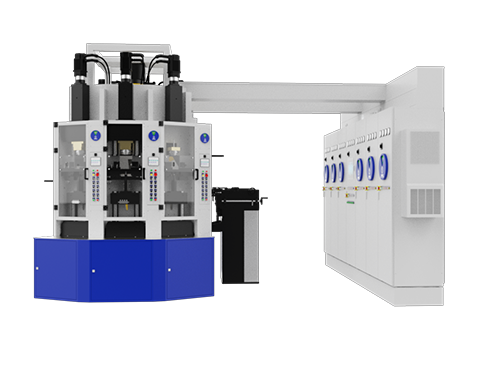

1. Podstawowy proces działania:
Wybrane kijki z hoperu w pudle ładowym są przekazywane do maszyny elektrycznego spłaszczenia przez robota ładowego. Następnie rozpoczyna się proces elektrycznego spłaszczenia. Po zakończeniu spłaszczenia, robot wyładunkowy usuwa je i umieszcza w prasie do kuźnictwa, produkując w ten sposób surową formę zaworu. Główny system sterowania koordynuje te działania w sposób uporządkowany i ciągły.
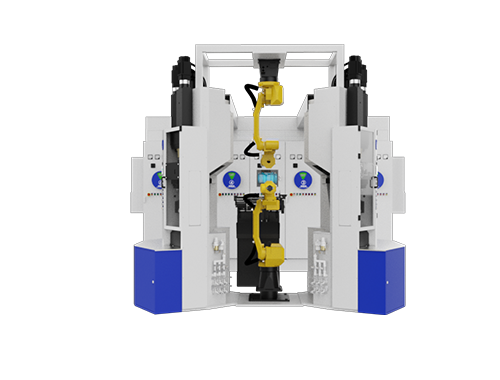
2. Układ linii produkcyjnej:
Sześć maszyn do elektrycznego spłaszczenia jest ułożonych w dwóch sektorach, symetrycznie po lewej i prawej stronie, po trzy maszyny w każdym sektorze. Powierzchnie robocze maszyn do spłaszczenia skierowane są na zewnątrz. W centrum sektorów umieszczony jest robot, który służy do ładowania i wyładunkowania maszyn do spłaszczenia. Pudła ładowe są umieszczone w przerwach między dwoma sektorami. Całość tworzy koło składające się z sześciu maszyn do spłaszczenia, jednej prasy i dwóch pudel ładowych, przy czym robot znajduje się w środku tego koła.
Elektryczne spłaszczenie:
Centrowanie szczyp
Automatyczne zerowanie podłoża
przekształtnik trójfazowy 50KVA, prąd no-ład <0.2A
Wyposażony w urządzenie anty-krzywieniowe
Wy equipped z podgrzewaniem do spłaszczenia, grzaniami prętów, spłaszczaniem o stałej długości, segmentacją parametrów i powrotem za pomocą śruby kulkowej serwoprędkościowej
Główne sterowanie:
Magazynowanie parametrów
Liczenie wyrobów
Wyświetlanie procesu krzywych
Alarmy wysokiej i niskiej temperatury
Wyświetlanie statusu pracy
Awaria powoduje automatyczne wyłączenie maszyny
Online dodawanie i usuwanie maszyn do spłaszczenia
Ładowanie:
Sortowanie magnetyczne
Sortowanie krawędziowe
3. Materiał wyrobka:
Kształt przekroju jest okrągły, z średnicą ø5 do ø13, a tolerancja wymiarowa według standardu ISO h11.
Stan powierzchni: Pręty zimno wyciągnięte, obdzierane lub polerowane, bez oleju.
Roughness powierzchni: Ra 2.5
Stan powierzchni końcowej: Powierzchnia końcowa pręta musi być gładka, płaska i wolna od utlenienia. Powierzchnia końcowa powinna mieć odpowiedni skos.
Materiał: Przydatny dla wszystkich rodzajów stali.
4. Produktywność:
Prędkość spłaszczenia bezpośrednio wpływa na cykl pracy i wydajność. Prędkość spłaszczenia jest ograniczona przez stop materiału, średnicę pręta, stan powierzchni pręta, kształt części spłaszczonej oraz moc dostosowania transformatora.
Średnica pręta: Ds = 8,7mm
Pełna długość pręta: L = 300mm
Długość bez spłaszczenia: k = 120mm
Czas pomocniczy: t = 2s
Długość spłaszczenia: L - k = 300 - 120 = 180mm
Prędkość spłaszczenia: v = 12mm/s
Prędkość kowadła: v = 2mm/s
Czas cyklu: Długość zgrzewania /">(Prędkość zgrzewania - Prędkość podstawy) + Czas pomocniczy = 180 /\













