
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 UK
UK
 TR
TR
 MS
MS
 BE
BE
 HY
HY
 AZ
AZ
 KA
KA
 EO
EO
 LA
LA
 SU
SU
 TG
TG
 UZ
UZ


Prezentare generală
Cerere de informații
Produse conexe
1. Procesul de Funcționare Basic:
Barele calificate sunt selectate din depozitul din cutia de încărcare. Robotul de încărcare livrează barele la mașina electrică de comprimare, unde începe comprimarea electrică. După finalizarea comprimării electrice, robotul de descărcare le extrage și le plasează în presa pentru forjare, producând în cele din urmă o semifabricat de valvă. Sistemul principal de control coordonează aceste acțiuni într-un mod ordonat și continuu.
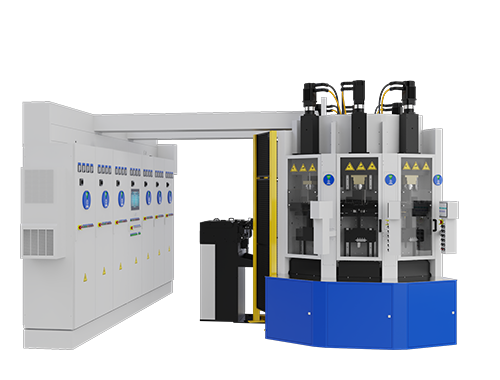
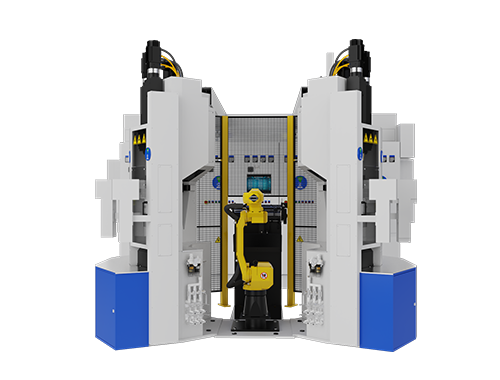
2. Dispoziția Liniilor de Producție:
Șase mașini electrice de comprimare sunt aranjate în două sectoare, simetric la stânga și dreapta, cu trei mașini la stânga și trei la dreapta. Suprafețele de lucru ale mașinilor electrice de comprimare sunt orientate spre exterior. Un robot este plasat în centrul sectoarelor, care este folosit pentru încărcarea și descărcarea mașinilor electrice de comprimare. Cutiile de încărcare sunt plasate în intervalele dintre cele două sectoare. Acest lucru formează un cerc cu șase mașini electrice de comprimare, o presă și două cutii de încărcare, cu robotul aflat în centrul cercului.
Comprimare Electrică:
Centrare cu presă
Anulare automată a zero-ului bazei
transformator trifază de 50KVA, curent de gol <0.2A
Echipat cu un dispozitiv anti-curbat
Echipat cu preîncălzire pentru comprimare, încălzire a barei, comprimare la lungime fixă, segmentare a parametrilor și returnare cu șurub cu perete servocomandat
Control Principal:
Stocare parametri
Numărare piese
Afișaj proces curbe
Alarme pentru temperaturi ridicate și joase
Afișaj stare de funcționare
Deconectare automată a mașinii de upsetting la eșec
Adăugare și eliminare online a mașinilor de upsetting
Încărcare:
Sortare magnetică
Sortare chenar
3. Material piesă de lucru:
Forma secțiunii este circulară, cu un diametru de ø5 la ø13, iar toleranța dimensională conform standardului ISO h11.
Stare suprafață: bare fără ulei, tragere rece, decapate sau poliate.
Rugositatea suprafeței: Ra 2.5
Starea suprafeței finale: Suprafața finală a bârsei trebuie să fie netedă, plată și fără oxid. Suprafața finală ar trebui să aibă un chanfrein corespunzător.
Material: Potrivit pentru toate tipurile de oțel.
productivitate:
Viteza de deformare afectează direct ciclul de lucru și producția. Viteza de deformare este limitată de aliajul materialului, diametrul barei, starea suprafeței barei, forma părții deformate și puterea de ajustare a transformatorului.
Diametrul barei: Ds = 8.7mm
Lungimea totală a barei: L = 300mm
Lungimea ne-deformată: k = 120mm
Timp auxiliar: t = 2s
Lungimea deformată: L - k = 300 - 120 = 180mm
Viteza de perturbare: v = 12mm/s
Viteza coastei: v = 2mm/s
Timp de ciclu: Lungimea de perturbare / (Viteza de perturbare - Viteza coastei) + Timp auxiliar = 180 / (12 - 2) + 5 = 23s













